














Introduction
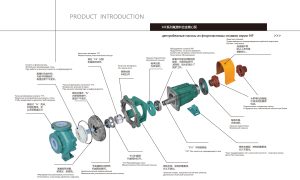
It is widely used in pickling and painting process in automobile manufacturing. Electrolytes in nonferrous metal smelting; Ionic membrane caustic soda project is the largest ammonia, waste water treatment and acid adding process. According to the international design, the flow parts are all tightly lined with fluorine material, and the bearing part of the pump is metal material. Equipped with external bellows mechanical seal, grinding material: alumina VS tetrafluoroides, silicon carbide VS tetrafluoroides, cemented carbide VS cemented carbide, grinding surface can be selected according to different working conditions.
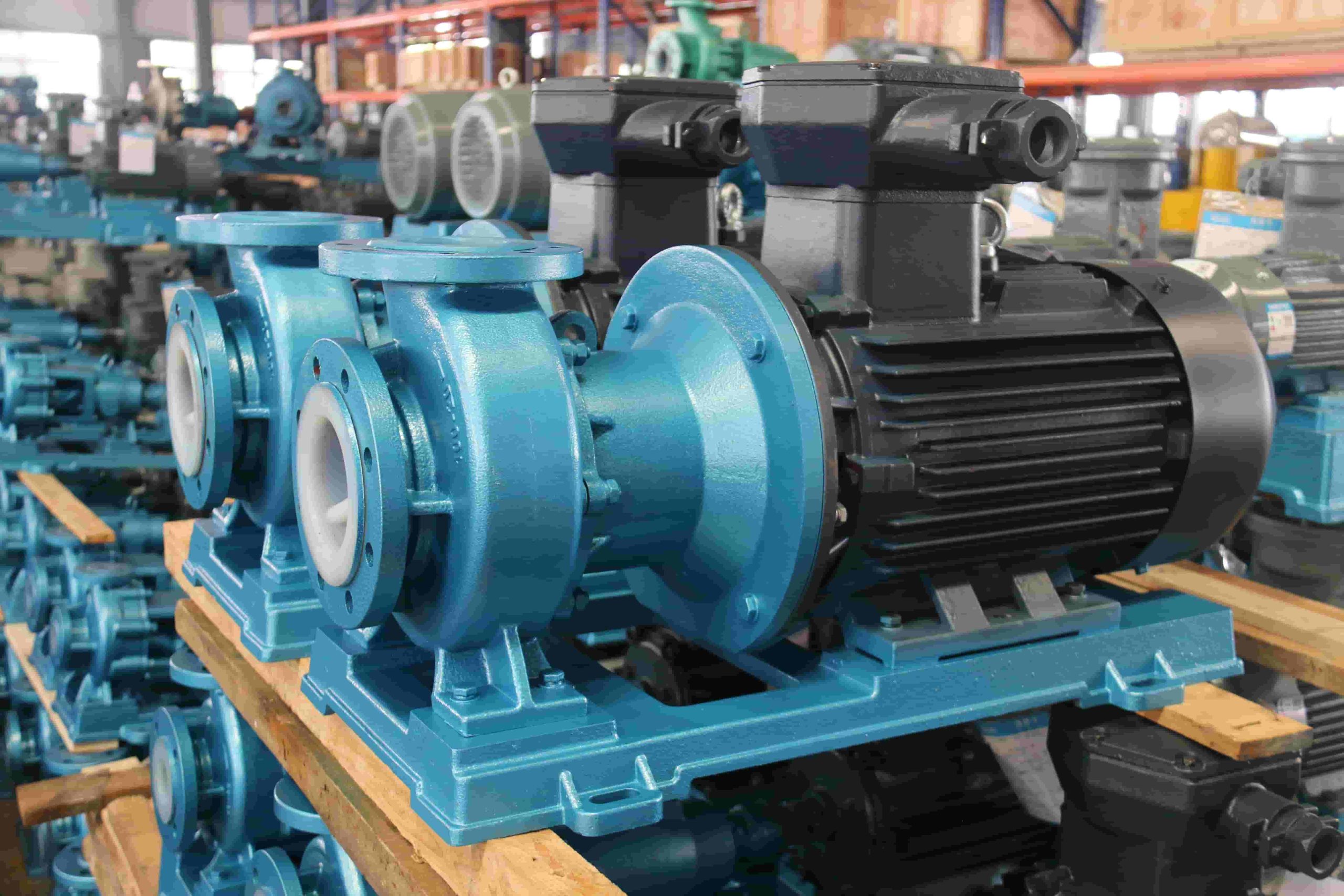
Special IHF centrifugal pump for Acid Resistance
IHF fluoroplastic centrifugal pump, the flow-through parts are made of acid resistant PTFE,FEP,PFA,PVDF and other plastic materials. it is an ideal choice for industrial corrosion resistance. it has mechanical seals and couplings and is driven by motors.
Fluorine plastic centrifugal pump main parameters:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Head: 5m-80m(0.5bar-8bar)
- Power: 1.5kw-110kw(2HP-145HP)
- Applicable medium: Acids, bases, salts, strong oxidants of any concentration
- Characteristics: luorine-lined pump housing with long life, compact structure, two-stage and four-stage motors for selection.
Our company can according to actual working condition, choose different configuration, provide an accurate solution.

Advantage
1,Bearings: designated brand bearings, original authentic, lasting operation.
2,Fluorine-lined pump housing: fluorine-lined smooth, will not deform.
3,Impeller: T-taper, corrosion-resistant.
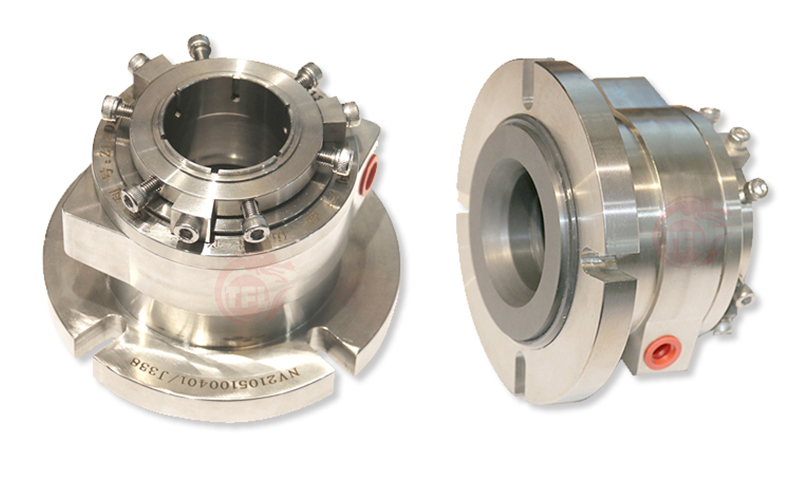
4,Mechanical seal: 12 grade magnetic tile, rare earth magnetic steel.
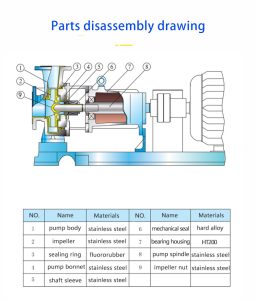
Parts disassembly drawing
Factory photo display

Analysis of cleaning requirements for motor bearings of pumps
When disassembling bearings for maintenance, first record the appearance of the bearings, confirm the remaining amount of lubricant, take samples of the lubricant for inspection, and then clean the bearings. As a cleaning agent, gasoline and kerosene are generally used.
The cleaning of dismantled bearings can be divided into coarse cleaning and fine cleaning. They should be placed in containers separately, with metal mesh pads placed at the bottom to prevent the bearings from directly contacting the dirt in the container. During rough cleaning, if the bearing is rotated with dirt, it will damage the rolling surface of the bearing, and attention should be paid. In rough cleaning oil, use a brush to remove lubricating grease and adhesive substances. After roughly cleaning, proceed to fine cleaning.
Fine cleaning refers to carefully cleaning the bearings while rotating them in cleaning oil. In addition, cleaning oil should also be kept clean regularly. Electric motors should generally be cleaned and lubricated after 2000 hours of use. There are two cleaning methods for bearings:
1) Hot oil cleaning method: Due to prolonged use, bearings that have hardened with soft dry oil or anti rust paste should be immersed in hot engine oil at 100-200 ℃, clamped with pliers, and cleaned of oil stains on the bearings with a brush. Soft dry oil or anti rust paste can melt when heated to 100-200 ℃, making it easy to flush out from the gaps in the bearings. Sometimes just shake the bearing multiple times in the oil. Oil stains can also flow away from the cracks.
When cleaning centripetal spherical bearings of old or imported motors, the balls, ball frames, and inner rings should be horizontally rotated out of the outer ring and then immersed in hot oil. When cleaning short cylindrical roller bearings, the rollers, ball frames, inner rings, and outer rings should also be separated.
During hot oil cleaning, the temperature of the oil should not exceed 20 ℃.
2) The general cleaning method is to soak the bearings in kerosene for 5-10 minutes, hold the inner ring with one hand, and rotate the outer ring with the other hand. The dry oil or rust prevention paste on the bearings will fall off. Then place the bearing in clean kerosene, brush it with a soft brush, clean the oil stains in the ball bearings and gaps, and wash it once in gasoline. After removing it, place it on clean paper. When cleaning centripetal spherical ball bearings and short cylindrical roller bearings, the balls, ball racks, inner rings, and outer rings should be separated for cleaning.
The cleaning of bearings installed on the shaft mainly relies on the method of pouring oil or spraying with an oil gun. For easily cleaned oil stains, kerosene is used first and then gasoline is used; Difficult to clean oil stains, first rinse with 100-200 ℃ hot engine oil or spray with an oil gun, and then clean with gasoline. Be careful not to use sharp tools to scrape the bearings: hard oil stains or rust may damage the smoothness of the rolling element and groove ring parts of the bearings, and clean the bearings with a clean cloth.
What should be paid attention to when connecting to pipelines when installing acid, alkali, and corrosion resistant pumps?
Anti corrosion, acid and alkali resistant pumps are generally divided into anti-corrosion, acid and alkali resistant centrifugal pumps and anti-corrosion, acid and alkali resistant magnetic pumps. When connecting pipelines, it is necessary to first align them. What are the requirements for installing and aligning anti-corrosion, acid and alkali resistant pump sets? After everything is ready, what should be paid attention to when connecting to pipelines?
1、 Technical requirements for installation and alignment of anti-corrosion, acid and alkali resistant pump units
1. The installation and construction of pump units should be carried out in accordance with relevant standards. When there are other requirements in the product technical documents, installation and acceptance should be carried out according to the requirements in the product technical documents.
2. The positioning, alignment, and leveling of the pump unit should meet the following requirements:
(1) The allowable deviation for levelness is 0.05mm/m in the longitudinal direction and 0 in the transverse direction 10mm/m.
(2) The allowable deviation between the longitudinal and transverse centerlines is 5mm;
(3) The allowable deviation in elevation is ± 5mm. For those connected to other equipment, the allowable deviation in elevation is ± 2mm;
3. After the initial alignment of the pump unit is qualified, it is advisable to grout the anchor bolt holes within 24 hours; During grouting, the verticality of the anchor bolts should not exceed 0.15/1000m; The grouting material should be one grade higher than the concrete grade of the pump unit foundation and should be continuously applied.
When the strength of the grouting concrete in the reserved hole of the anchor bolt reaches 75% or more of the design strength, the fastening of the anchor bolt can be carried out.
5. The installation reference measurement points should be selected from the following positions:
(1) The pump installed as a whole should be based on the inlet flange surface or other horizontal machining reference surfaces;
(2) Disassemble and install the pump based on the machining surface of the pump body;
(3) Vertical pump, based on coupling or motor base; A reciprocating pump is based on the body slide, bearing seat, exposed parts of the shaft, or other machined surfaces.
6. The pump unit should be leveled and aligned with shims, which should meet the following requirements:
(1) The pad iron should be close to both sides of the anchor bolt. If the center distance between the anchor bolts exceeds 1m, additional pad iron should be added between the anchor bolts. The total height of the pad iron should generally be controlled between 20-40mm;
(2) Use a small hammer to tap and check the tightness of the pad iron group, and there should be no looseness;
(3) Use a 0.05mm feeler gauge to check the gap between the shims and between the shims and the base. The sum of the lengths of the shims inserted from both sides on the same gap surface should not exceed one-third of the length (width) of the shims; After passing the inspection, timely carry out positioning welding between the layers of the pad iron group.
7. After the pump unit is leveled and aligned, tighten the anchor bolts, and ensure that the tightening torque and axial tensile stress of the bolts meet the standards or specified requirements.
8. Axis alignment should be carried out after tightening the anchor bolts. Although the pump factory has completed its assembly and calibration before leaving the factory, the coupling should be recalibrated due to transportation and installation processes. Usually, a dial gauge is used to measure the end and radial runout of the coupling. The alignment deviation should comply with:
(1) When assembling the flange coupling, the end faces of the two halves of the coupling should be in close contact, and the radial displacement of the alignment deviation of the two shafts should be less than 0 03mm, axial tilt should be less than 0.05/1000, or according to the requirements of the pump product technical documents;
(2) When assembling the elastic sleeve pin coupling, the alignment deviation of the two shafts and the end clearance of the coupling should comply with the provisions of the pump product technical documents or relevant standards;
(3) When assembling laminated flexible couplings, the alignment deviation should comply with the provisions in the pump product technical documents or relevant standards.
9. For high-temperature pumps or steam turbine pump units, the thermal expansion factor during operation should be considered. During cold installation, the elevation on one side of the high-temperature operating equipment should be adjusted according to the technical requirements of the pump product or hot alignment should be carried out. That is, if excessive vibration of the unit is found after the pump is operated at operating temperature for a period of time, the power can be cut off after stopping the pump, and the coupling bolts can be disconnected for re alignment. For low-temperature pumps or other pumps with significant temperature differences between operation and installation, if the vibration of the unit increases after running for a period of time, appropriate adjustments should also be made to the correct value.
When the drive machine and pump are driven by a belt, the parallelism of the two shafts and the deviation of the two wheels should comply with the specifications in the pump product technical documents or relevant standards. The installation of the pump unit with elastic supports should comply with the technical specifications of the pump product.
2、 Connection between pump unit and pipeline
1. Before pipeline installation, sand, iron filings, slag, and other debris inside the pipeline should be removed one by one. Pipelines with special requirements in the design documents should be treated according to the requirements in the design documents.
After the installation of the pipelines, supports, and hangers connected to the pump unit is completed, the flange bolts on the connecting pipe should be removed, and all bolts should be able to pass smoothly through the bolt holes in a free state; The allowable parallelism deviation between flange sealing surfaces, and the allowable coaxiality deviation shall be in accordance with the design documents or product technical documents; The spacing between the mating flange faces in a free state should be such that the gasket can be inserted smoothly and the distance is small.
3. The opening on the pipeline should be completed before the installation of the pipeline. When opening on the installed pipeline, foreign objects generated by cutting inside the pipeline should be cleaned up to prevent them from entering the pump.
4. The pipeline connected to the pump unit should be installed from the pump unit side, and pipe supports should be installed first. The weight and additional torque of the pipeline and valves should not act on the pump unit. If the medium being transported is significantly different from the ambient temperature, expansion joints should be installed in the pipeline.
5. After connecting the pipeline to the pump unit, the original alignment accuracy of the pump should be rechecked. When deviations are found due to the pipeline connection, the pipeline and its support should be adjusted.