















Въведение
Той се използва широко в процеса на ецване и боядисване в автомобилостроенето. Електролити в топенето на цветни метали; Проектът за йономембранна сода каустик е най-големият процес за пречистване на амоняк, отпадъчни води и добавяне на киселина. Според международния дизайн всички проточни части са плътно облицовани с флуорен материал, а лагерната част на помпата е от метален материал. Оборудвана е с външно силфонно механично уплътнение, шлифовъчен материал: алуминиев оксид VS тетрафлуороиди, силициев карбид VS тетрафлуороиди, циментиран карбид VS циментиран карбид, шлифовъчната повърхност може да бъде избрана в зависимост от различните работни условия.
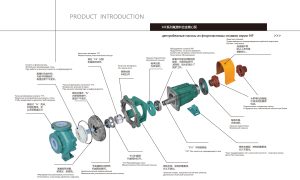
Специална центробежна помпа IHF за устойчивост на киселини
Флуоропластова центробежна помпа IHF, проточните части са изработени от устойчив на киселини PTFE, FEP, PFA, PVDF и други пластмасови материали. тя е идеален избор за промишлена устойчивост на корозия. има механични уплътнения и съединения и се задвижва от двигатели.
Основни параметри на центробежната помпа за флуорна пластмаса:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Глава: 5m-80m (0.5bar-8bar)
- Мощност: 1.5kw-110kw(2HP-145HP)
- Приложима среда: Киселини, основи, соли, силни окислители с всякаква концентрация
- Характеристики: корпус на помпата с луоренова облицовка с дълъг живот, компактна структура, двустепенни и четиристепенни двигатели за избор.
Нашата компания може да избере различна конфигурация в зависимост от действителното работно състояние и да предостави точно решение.

Предимство
1, Лагери: обозначени маркови лагери, оригинални автентични, продължителна работа.
2,Корпус на помпата с флуорна облицовка: флуорната облицовка е гладка, не се деформира.
3, работно колело: Т-образен, устойчив на корозия.
4, Механично уплътнение: 12 клас магнитна плочка, магнитна стомана от редки земи.
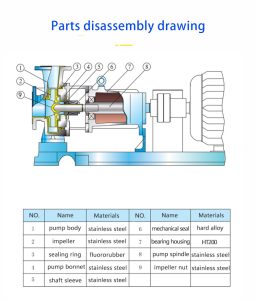
Рисунка за демонтаж на части
Фабричен фото дисплей

Анализ на изискванията за почистване на лагерите на двигателите на помпите
Когато разглобявате лагерите за поддръжка, първо запишете външния вид на лагерите, потвърдете оставащото количество смазка, вземете проби от смазката за проверка и след това почистете лагерите. Като почистващ агент обикновено се използват бензин и керосин.
Почистването на демонтирани лагери може да се раздели на грубо и фино почистване. Те трябва да се поставят отделно в контейнери, като на дъното им се поставят подложки от метална мрежа, за да се предотврати директният контакт на лагерите с мръсотията в контейнера. По време на грубото почистване, ако лагерът се върти с мръсотия, това ще повреди търкалящата повърхност на лагера и трябва да се обърне внимание. При грубото почистване на маслото използвайте четка, за да отстраните смазочната грес и лепливите вещества. След грубото почистване пристъпете към фино почистване.
Финото почистване се отнася до внимателно почистване на лагерите при въртенето им в почистващо масло. Освен това почистващото масло също трябва да се поддържа редовно чисто. Електрическите двигатели обикновено трябва да се почистват и смазват след 2000 часа употреба. Съществуват два метода за почистване на лагери:
1) Метод за почистване с горещо масло: Поради продължителна употреба лагерите, които са се втвърдили с меко сухо масло или антикорозионна паста, трябва да се потопят в горещо моторно масло с температура 100-200 ℃, да се притиснат с клещи и да се почистят от петната от масло върху лагерите с четка. Мекото сухо масло или антикорозионната паста могат да се разтопят при нагряване до 100-200 ℃, което улеснява отмиването им от пролуките в лагерите. Понякога просто разклатете лагера няколко пъти в маслото. Маслените петна могат да изтекат и от пукнатините.
При почистване на центростремителни сферични лагери на стари или вносни двигатели сачмите, сачмените рамки и вътрешните пръстени трябва да се завъртят хоризонтално от външния пръстен и след това да се потопят в горещо масло. При почистване на къси цилиндрични ролкови лагери ролките, сачмените рамки, вътрешните и външните пръстени също трябва да се отделят.
По време на почистването с горещо масло температурата на маслото не трябва да надвишава 20 ℃.
2) Общият метод за почистване е лагерите да се накиснат в керосин за 5-10 минути, да се държи вътрешният пръстен с една ръка, а външният пръстен да се върти с другата ръка. Сухото масло или пастата за предотвратяване на ръжда върху лагерите ще падне. След това поставете лагера в чист керосин, почистете го с мека четка, изчистете петната от масло в сачмените лагери и пролуките и го измийте веднъж в бензин. След като го извадите, го поставете върху чиста хартия. При почистването на центробежни сферични лагери и къси цилиндрични ролкови лагери топките, сачмените стойки, вътрешните и външните пръстени трябва да се отделят за почистване.
Почистването на лагерите, монтирани на вала, се основава главно на метода на изливане на масло или пръскане с пистолет за масло. За лесно почистващи се маслени петна първо се използва керосин, а след това бензин; Трудно почистващите се маслени петна първо се изплакват с горещо моторно масло 100-200 ℃ или се пръскат с пистолет за масло, а след това се почистват с бензин. Внимавайте да не използвате остри инструменти за остъргване на лагерите: твърдите петна от масло или ръждата могат да повредят гладкостта на търкалящия елемент и частите на пръстена на жлеба на лагерите и почиствайте лагерите с чиста кърпа.
На какво трябва да се обърне внимание при свързването към тръбопроводите, когато се инсталират помпи, устойчиви на киселини, основи и корозия?
Антикорозионните помпи, устойчиви на киселини и основи, обикновено се разделят на антикорозионни центробежни помпи, устойчиви на киселини и основи, и антикорозионни магнитни помпи, устойчиви на киселини и основи. При свързване на тръбопроводите е необходимо първо да ги подравните. Какви са изискванията за инсталиране и подравняване на антикорозионни, киселинно и алкално устойчиви помпени комплекти? След като всичко е готово, на какво трябва да се обърне внимание при свързването към тръбопроводите?
1、 Технически изисквания за монтаж и настройка на антикорозионни, киселинно и алкално устойчиви помпени агрегати
1. Монтажът и конструкцията на помпените агрегати трябва да се извършват в съответствие със съответните стандарти. Когато в техническата документация на продукта има други изисквания, монтажът и приемането трябва да се извършат в съответствие с изискванията в техническата документация на продукта.
2. Позиционирането, подравняването и нивелирането на помпения агрегат трябва да отговарят на следните изисквания:
(1) Допустимото отклонение за равност е 0,05 mm/m в надлъжна посока и 0 в напречна посока 10 mm/m.
(2) Допустимото отклонение между надлъжната и напречната осева линия е 5 mm;
(3) Допустимото отклонение във височината е ± 5 мм. За тези, които са свързани с друго оборудване, допустимото отклонение във височината е ± 2 mm;
3. След като първоначалното подравняване на помпения агрегат е извършено, препоръчително е отворите за анкерните болтове да се замажат в рамките на 24 часа; По време на замазването вертикалността на анкерните болтове не трябва да надвишава 0,15/1000 m; Материалът за замазване трябва да бъде с една степен по-висок от степента на бетона на основата на помпения агрегат и трябва да се прилага непрекъснато.
Когато якостта на циментовия бетон в запазения отвор на анкерния болт достигне 75% или повече от проектната якост, закрепването на анкерния болт може да се извърши.
5. Референтните точки за измерване на инсталацията трябва да бъдат избрани от следните позиции:
(1) Помпата, инсталирана като цяло, трябва да се основава на повърхността на входния фланец или други хоризонтални референтни повърхности за обработка;
(2) Разглобете и монтирайте помпата въз основа на обработваемата повърхност на корпуса на помпата;
(3) Вертикална помпа, въз основа на съединителя или основата на двигателя; Бутална помпа се основава на плъзгача на корпуса, седлото на лагера, откритите части на вала или други обработени повърхности.
6. Помпеният агрегат трябва да се нивелира и подравни с шайби, които трябва да отговарят на следните изисквания:
(1) Желязната подложка трябва да е близо до двете страни на анкерния болт. Ако осовото разстояние между анкерните болтове надвишава 1 m, между анкерните болтове трябва да се добави допълнително подложно желязо. Общата височина на подложковото желязо обикновено трябва да се контролира между 20-40 mm;
(2) Използвайте малко чукче, за да почукате и да проверите херметичността на желязната група на подложката, и не трябва да има разхлабване;
(3) С помощта на 0,05 мм шублер проверете разстоянието между шайбите и между шайбите и основата. Сумата от дължините на подложките, поставени от двете страни на една и съща повърхност на хлабината, не трябва да надвишава една трета от дължината (ширината) на подложките; След като премине проверката, своевременно извършете позиционираща заварка между слоевете на групата подложки от желязо.
7. След като помпеният агрегат е изравнен и подравнен, затегнете анкерните болтове и се уверете, че моментът на затягане и осовото напрежение на опън на болтовете отговарят на стандартите или на посочените изисквания.
8. Изравняването на осите трябва да се извърши след затягане на анкерните болтове. Въпреки че преди да напусне завода помпата е завършила монтажа и калибрирането си, съединителят трябва да се калибрира отново поради процесите на транспортиране и монтаж. Обикновено се използва циферблат за измерване на крайното и радиалното биене на съединителя. Отклонението на центровката трябва да отговаря на:
(1) При сглобяването на фланцовия съединител крайните повърхности на двете половини на съединителя трябва да са в близък контакт, а радиалното изместване на отклонението на подравняването на двата вала трябва да е по-малко от 0 03 mm, аксиалният наклон трябва да е по-малък от 0,05/1000 или в съответствие с изискванията на техническата документация на помпения продукт;
(2) При сглобяването на еластичната втулкова щифтова муфа отклонението на подравняване на двата вала и крайната хлабина на муфата трябва да отговарят на разпоредбите на техническата документация на помпения продукт или на съответните стандарти;
(3) При сглобяване на ламинирани гъвкави съединители отклонението при подравняване трябва да отговаря на разпоредбите в техническата документация на помпения продукт или на съответните стандарти.
9. При високотемпературни помпи или помпени агрегати с парна турбина трябва да се вземе предвид коефициентът на термично разширение по време на работа. По време на студения монтаж височината от едната страна на високотемпературното работно оборудване трябва да се регулира в съответствие с техническите изисквания на помпения продукт или да се извърши горещо подравняване. Това означава, че ако се установят прекомерни вибрации на устройството, след като помпата е работила при работна температура за определен период от време, захранването може да се прекъсне след спиране на помпата и съединителните болтове могат да се разединят за повторно подравняване. За нискотемпературни помпи или други помпи със значителни температурни разлики между експлоатацията и монтажа, ако вибрациите на агрегата се увеличат след работа за определен период от време, трябва да се направят и съответните настройки до правилната стойност.
Когато задвижващата машина и помпата се задвижват с ремък, успоредността на двата вала и отклонението на двете колела трябва да съответстват на спецификациите в техническата документация на помпата или на съответните стандарти. Монтажът на помпения агрегат с еластични опори трябва да отговаря на техническите спецификации на помпения продукт.
2、 Връзка между помпения агрегат и тръбопровода
1. Преди монтажа на тръбопровода пясъкът, железните стърготини, шлаката и другите отпадъци вътре в тръбопровода трябва да се отстранят един по един. Тръбопроводите със специални изисквания в проектната документация трябва да се обработват съгласно изискванията в проектната документация.
След приключване на монтажа на тръбопроводите, опорите и окачвачите, свързани с помпения агрегат, болтовете на фланците на свързващата тръба трябва да бъдат отстранени и всички болтове трябва да могат да преминават безпрепятствено през отворите за болтове в свободно състояние; Допустимото отклонение от паралелизма между уплътнителните повърхности на фланците и допустимото отклонение от коаксиалността трябва да бъдат в съответствие с проектните документи или техническата документация на продукта; Разстоянието между съвпадащите повърхности на фланците в свободно състояние трябва да бъде такова, че уплътнението да може да се поставя безпроблемно и разстоянието да е малко.
3. Отворът на тръбопровода трябва да бъде завършен преди монтажа на тръбопровода. При отварянето на монтирания тръбопровод чуждите предмети, образувани при рязането вътре в тръбопровода, трябва да се почистят, за да се предотврати попадането им в помпата.
4. Тръбопроводът, свързан с помпения агрегат, трябва да се монтира от страната на помпения агрегат, като първо трябва да се монтират тръбните опори. Теглото и допълнителният въртящ момент на тръбопровода и вентилите не трябва да действат върху помпения агрегат. Ако транспортираната среда се различава значително от температурата на околната среда, в тръбопровода трябва да се монтират компенсатори.
5. След свързване на тръбопровода към помпения агрегат трябва да се провери отново точността на първоначалното подравняване на помпата. Когато се установят отклонения, дължащи се на свързването на тръбопровода, тръбопроводът и неговата опора трябва да се регулират.