














Įvadas
Jis plačiai naudojamas ėsdinimo ir dažymo procese automobilių gamyboje. Elektrolitai spalvotųjų metalų lydymo procese; joninės membranos kaustinės sodos projektas yra didžiausias amoniako, nuotekų valymo ir rūgščių pridėjimo procesas. Pagal tarptautinį dizainą visos srauto dalys yra sandariai išklotos fluoro medžiaga, o siurblio guolinė dalis yra metalinė. Įrengtas išorinis silfoninis mechaninis sandariklis, šlifavimo medžiaga: aliuminio oksidas VS tetrafluoroidas, silicio karbidas VS tetrafluoroidas, cementuotasis karbidas VS cementuotasis karbidas, šlifavimo paviršių galima pasirinkti pagal skirtingas darbo sąlygas.
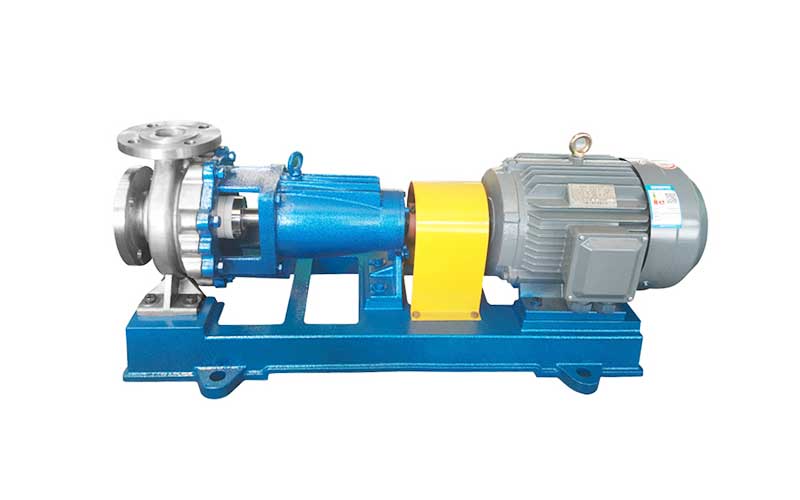
Specialus IHF išcentrinis siurblys, atsparus rūgštims
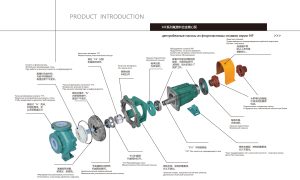
IHF fluoroplastikinis išcentrinis siurblys, kurio srauto dalys pagamintos iš rūgštims atsparaus PTFE, FEP, PFA, PVDF ir kitų plastikinių medžiagų. tai idealus pasirinkimas pramoniniam atsparumui korozijai. jis turi mechaninius sandariklius ir jungtis ir yra varomas varikliais.
Pagrindiniai fluoro plastiko išcentrinio siurblio parametrai:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Galva: 5 m-80 m (0,5bar-8bar)
- Galia: 1,5 kW-110 kW (2 AG-145 AG)
- Taikoma terpė: Rūgštys, bazės, druskos, bet kokios koncentracijos stiprūs oksidatoriai
- Ypatybės: ilgaamžis siurbliaračio korpusas su luorino pamušalu, kompaktiška konstrukcija, galima rinktis dviejų ir keturių pakopų variklius.
Mūsų įmonė gali pagal faktines darbo sąlygas pasirinkti skirtingą konfigūraciją ir pateikti tikslų sprendimą.

Privalumas
1, Guoliai: paskirto prekės ženklo guoliai, originalūs autentiški, ilgalaikis veikimas.
2,Fluoru padengtas siurblio korpusas: fluoru padengtas lygus, nesideformuoja.
3, sparnuotė: Atsparus korozijai.
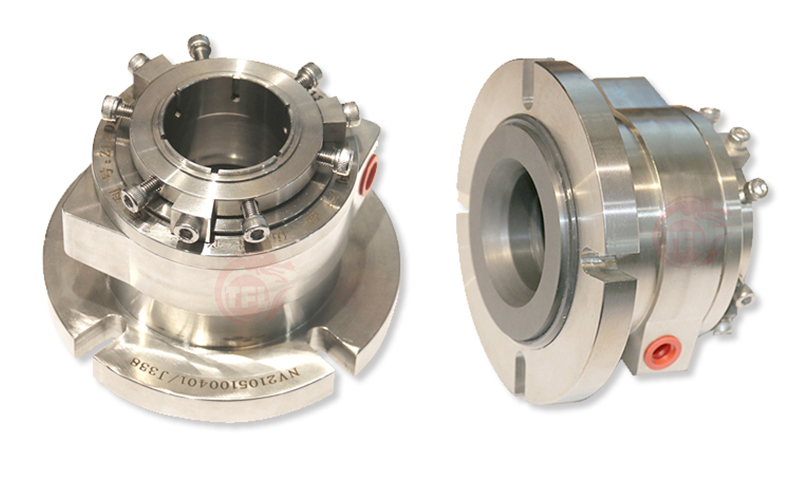
4, Mechaninis sandariklis: 12 klasės magnetinė plytelė, retųjų žemių magnetinis plienas.
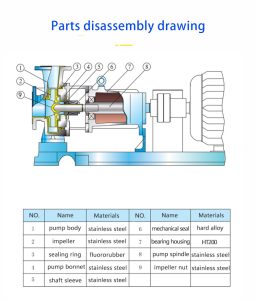
Dalys išardymo brėžinys
Gamyklos nuotraukų rodymas

Siurblių variklio guolių valymo reikalavimų analizė
Išardydami guolius techninei priežiūrai, pirmiausia užfiksuokite guolių išvaizdą, patikrinkite likusį tepalo kiekį, paimkite tepalo mėginius patikrinimui ir išvalykite guolius. Kaip valymo priemonė paprastai naudojamas benzinas ir žibalas.
Išmontuotų guolių valymą galima suskirstyti į stambųjį ir smulkųjį valymą. Jie turėtų būti dedami į atskirus konteinerius, kurių dugne dedamos metalinės tinklinės pagalvėlės, kad guoliai tiesiogiai nesiliestų su konteineryje esančiais nešvarumais. Atliekant grubų valymą, jei guolis sukasi su nešvarumais, jis pažeis guolio riedėjimo paviršių, todėl reikėtų atkreipti dėmesį. Grubiai valydami alyvą, šepetėliu pašalinkite tepalą ir lipnias medžiagas. Po šiurkštaus valymo pereikite prie smulkaus valymo.
Smulkus valymas - tai kruopštus guolių valymas sukant juos valomojoje alyvoje. Be to, valymo alyva taip pat turėtų būti reguliariai švari. Elektros varikliai paprastai turėtų būti valomi ir tepami po 2000 naudojimo valandų. Yra du guolių valymo būdai:
1) Karšto aliejaus valymo metodas: Dėl ilgo naudojimo minkšta sausa alyva arba antikorozine pasta sukietėjusius guolius reikėtų panardinti į 100-200 ℃ karštą variklinę alyvą, užspausti replėmis ir šepečiu nuvalyti alyvos dėmes ant guolių. Minkšta sausa alyva arba antikorozinė pasta gali ištirpti įkaitinta iki 100-200 ℃ temperatūros, todėl ją lengva išplauti iš guolių tarpų. Kartais tereikia kelis kartus pakratyti guolį alyvoje. Alyvos dėmės taip pat gali nutekėti iš plyšių.
Valant senų ar importuotų variklių centripetalinius sferinius guolius, rutuliukus, rutulinius rėmelius ir vidinius žiedus reikia horizontaliai pasukti iš išorinio žiedo ir panardinti į karštą alyvą. Valant trumpuosius cilindrinius ritininius guolius, taip pat reikėtų atskirti ritinėlius, rutuliukų rėmelius, vidinius žiedus ir išorinius žiedus.
Valant karšta alyva, alyvos temperatūra neturi viršyti 20 ℃.
2) Bendrasis valymo būdas - pamerkti guolius į žibalą 5-10 minučių, viena ranka laikyti vidinį žiedą, o kita ranka sukti išorinį žiedą. Ant guolių esanti sausa alyva arba rūdžių prevencijos pasta nukris. Tada įdėkite guolį į švarų žibalą, nušveiskite jį minkštu šepečiu, išvalykite alyvos dėmes rutuliniuose guoliuose ir tarpuose ir vieną kartą nuplaukite benzinu. Išėmę jį padėkite ant švaraus popieriaus. Valant centriškus sferinius rutulinius guolius ir trumpuosius cilindrinius ritininius guolius, valymui reikia atskirti rutuliukus, rutuliukų stovus, vidinius ir išorinius žiedus.
Valant ant veleno sumontuotus guolius daugiausia naudojamas alyvos pylimo arba purškimo alyvos pistoletu būdas. Lengvai išvalomoms alyvos dėmėms iš pradžių naudojamas žibalas, o tada benzinas; Sunkiai išvalomos alyvos dėmės pirmiausia nuplaunamos 100-200 ℃ karšta varikline alyva arba išpurškiamos alyvos pistoletu, o tada valomos benzinu. Būkite atsargūs ir nenaudokite aštrių įrankių guoliams grandyti: kietos alyvos dėmės arba rūdys gali pažeisti guolių riedėjimo elemento ir griovelių žiedo dalių lygumą, todėl valykite guolius švaria šluoste.
Į ką reikėtų atkreipti dėmesį jungiant prie vamzdynų, kai montuojami rūgštims, šarmams ir korozijai atsparūs siurbliai?
Antikoroziniai, rūgštims ir šarmams atsparūs siurbliai paprastai skirstomi į antikorozinius, rūgštims ir šarmams atsparius išcentrinius siurblius ir antikorozinius, rūgštims ir šarmams atsparius magnetinius siurblius. Jungiant vamzdynus, pirmiausia būtina juos suderinti. Kokie yra antikorozinių, rūgštims ir šarmams atsparių siurblių komplektų montavimo ir derinimo reikalavimai? Kai viskas paruošta, į ką reikėtų atkreipti dėmesį jungiant prie vamzdynų?
1、 Antikorozinių, rūgštims ir šarmams atsparių siurblių agregatų montavimo ir derinimo techniniai reikalavimai
1. Siurblių įrenginiai turi būti montuojami ir statomi pagal atitinkamus standartus. Kai gaminio techniniuose dokumentuose yra kitų reikalavimų, montavimas ir priėmimas turėtų būti atliekamas pagal gaminio techninių dokumentų reikalavimus.
2. Siurblio įrenginio padėtis, išlyginimas ir išlyginimas turi atitikti šiuos reikalavimus:
(1) Leistinas lygumo nuokrypis yra 0,05 mm/m išilgine kryptimi ir 0 skersine kryptimi 10 mm/m.
(2) Leistinas nuokrypis tarp išilginės ir skersinės vidurio linijų yra 5 mm;
(3) Leistinas aukščio nuokrypis yra ± 5 mm. Prie kitos įrangos prijungtų įrenginių leistinas aukščio nuokrypis yra ± 2 mm;
3. Atlikus pirminį siurblio agregato išlyginimą, inkarinių varžtų skyles patartina užtaisyti per 24 valandas; injektavimo metu inkarinių varžtų vertikalumas neturėtų viršyti 0,15/1000 m; injektavimo medžiaga turėtų būti viena klase aukštesnė už siurblio agregato pamato betono klasę ir turėtų būti naudojama nepertraukiamai.
Kai injektavimo betono stipris inkarinio varžto rezervuotoje skylėje pasiekia 75% ar daugiau projektinio stiprio, galima tvirtinti inkarinį varžtą.
5. Įrengimo atskaitos matavimo taškus reikėtų pasirinkti iš šių pozicijų:
(1) Sumontuotas siurblys kaip visuma turėtų būti pagrįstas įleidimo flanšo paviršiumi arba kitais horizontaliais apdirbimo atskaitos paviršiais;
(2) Išardykite ir sumontuokite siurblį pagal siurblio korpuso apdirbamąjį paviršių;
(3) Vertikalusis siurblys pagal movą arba variklio pagrindą; Stūmoklinis siurblys - pagal korpuso šliaužiklį, guolio lizdą, atviras veleno dalis arba kitus apdirbtus paviršius.
6. Siurblio blokas turi būti išlygintas ir sulygiuotas naudojant tarpines, kurios turi atitikti šiuos reikalavimus:
(1) Padėklo geležis turi būti arti abiejų inkarinio varžto pusių. Jei centrinis atstumas tarp inkarinių varžtų viršija 1 m, tarp inkarinių varžtų reikėtų pridėti papildomų trinkelių. Bendras trinkelių geležies aukštis paprastai turėtų būti kontroliuojamas nuo 20 iki 40 mm;
(2) Nedideliu plaktuku bakstelėkite ir patikrinkite geležinės padangos grupės sandarumą, laisvumo neturėtų būti;
(3) 0,05 mm matuokliu patikrinkite tarpą tarp trinkelių ir tarp trinkelių bei pagrindo. Iš abiejų pusių ant to paties tarpelio paviršiaus įdėtų tarpiklių ilgių suma neturi viršyti trečdalio tarpiklių ilgio (pločio); Atlikę patikrą, laiku atlikite pozicionavimo suvirinimą tarp padėklo geležies grupės sluoksnių.
7. Išlyginę ir išlyginę siurblio bloką, priveržkite inkarinius varžtus ir įsitikinkite, kad varžtų priveržimo momentas ir ašinis tempimo įtempis atitinka standartus arba nurodytus reikalavimus.
8. Užveržus inkarinius varžtus, reikia išlyginti ašis. Nors prieš išvežant siurblį iš gamyklos buvo baigtas jo surinkimas ir kalibravimas, dėl transportavimo ir montavimo procesų movą reikia sukalibruoti iš naujo. Paprastai movos galiniam ir radialiniam nuokrypiui matuoti naudojamas ciferblatinis matuoklis. Derinimo nuokrypis turėtų atitikti:
(1) Montuojant flanšinę movą, abiejų movos pusių galiniai paviršiai turi glaudžiai liestis, o dviejų velenų suderinimo nuokrypio radialinis poslinkis turi būti mažesnis nei 0 03 mm, ašinis posvyris - mažesnis nei 0,05/1000 arba pagal siurblio gaminio techninių dokumentų reikalavimus;
(2) Montuojant tamprią įvorės kaiščio movą, abiejų velenų išlyginimo nuokrypis ir movos galinis tarpas turi atitikti siurblio gaminio techninių dokumentų arba atitinkamų standartų nuostatas;
(3) Montuojant laminuotas lanksčiąsias movas, derinimo nuokrypis turi atitikti siurblio gaminio techninių dokumentų arba atitinkamų standartų nuostatas.
9. Naudojant aukštos temperatūros siurblius arba garo turbininius siurblius, reikėtų atsižvelgti į šiluminio plėtimosi koeficientą eksploatacijos metu. Atliekant šaltąjį montavimą, aukštį vienoje aukštos temperatūros eksploatavimo įrangos pusėje reikėtų sureguliuoti pagal siurblio gaminio techninius reikalavimus arba atlikti karštąjį derinimą. Tai reiškia, kad jei kurį laiką eksploatuojant siurblį darbinėje temperatūroje nustatoma pernelyg didelė įrenginio vibracija, sustabdžius siurblį galima atjungti maitinimą ir atsukti sujungimo varžtus, kad būtų galima iš naujo suderinti. Jei žemos temperatūros siurblių arba kitų siurblių, kurių darbinės ir montavimo temperatūros skirtumai yra dideli, atveju, jei įrenginio vibracija po tam tikro laiko veikimo padidėja, taip pat reikėtų atlikti atitinkamus reguliavimus iki tinkamos vertės.
Kai pavaros mašina ir siurblys varomi diržu, abiejų velenų lygiagretumas ir abiejų ratų nuokrypis turi atitikti siurblio gaminio techniniuose dokumentuose arba atitinkamuose standartuose pateiktas specifikacijas. Siurblio agregato su tampriomis atramomis montavimas turėtų atitikti siurblio gaminio technines specifikacijas.
2、 Siurblio ir vamzdyno jungtis
1. Prieš montuojant vamzdyną, iš vamzdyno vidaus reikia paeiliui pašalinti smėlį, geležies drožles, šlaką ir kitas šiukšles. 2. Vamzdynai, kuriems projektavimo dokumentuose nustatyti specialūs reikalavimai, turėtų būti tvarkomi pagal projektavimo dokumentuose nustatytus reikalavimus.
Baigus montuoti prie siurblio agregato prijungtus vamzdynus, atramas ir pakabas, jungiamojo vamzdžio flanšiniai varžtai turi būti nuimti, o visi varžtai laisvai turėtų sklandžiai prasisukti pro varžtų skyles; leistinas lygiagretumo nuokrypis tarp flanšo sandarinamųjų paviršių ir leistinas bendraašiškumo nuokrypis turi atitikti projektavimo dokumentus arba gaminio techninius dokumentus; Atstumas tarp besijungiančių flanšo paviršių laisvai turi būti toks, kad tarpiklį būtų galima sklandžiai įstatyti, o atstumas būtų nedidelis.
3. Prieš montuojant vamzdyną reikia užbaigti vamzdyno angą. Atveriant angą ant sumontuoto vamzdyno, reikia išvalyti pjaunant vamzdyno viduje susidariusius pašalinius daiktus, kad jie nepatektų į siurblį.
4. Vamzdynas, prijungtas prie siurblio bloko, turi būti montuojamas iš siurblio bloko pusės, o vamzdžių atramos turi būti montuojamos pirmiausia. Vamzdyno ir vožtuvų svoris ir papildomas sukimo momentas neturėtų veikti siurblio bloko. Jei transportuojamos terpės temperatūra gerokai skiriasi nuo aplinkos temperatūros, vamzdyne turėtų būti įrengtos kompensacinės jungtys.
5. Prijungus vamzdyną prie siurblio bloko, reikia dar kartą patikrinti pradinį siurblio išlyginimo tikslumą. Nustačius dėl vamzdyno prijungimo atsiradusius nuokrypius, reikia sureguliuoti vamzdyną ir jo atramą.