














Uvod
Široko se uporablja pri postopku jedkanja in barvanja v avtomobilski industriji. Elektroliti pri taljenju neželeznih kovin; projekt ionske membrane za kavstično sodo je največji proces čiščenja amoniaka, odpadne vode in dodajanja kislin. V skladu z mednarodno zasnovo so vsi pretočni deli tesno obloženi s fluorovim materialom, nosilni del črpalke pa je iz kovinskega materiala. Opremljena je z zunanjim mehovim mehanskim tesnilom, brusni material: aluminijev oksid VS tetrafluoroidi, silicijev karbid VS tetrafluoroidi, cementni karbid VS cementni karbid, brusno površino je mogoče izbrati glede na različne delovne pogoje.
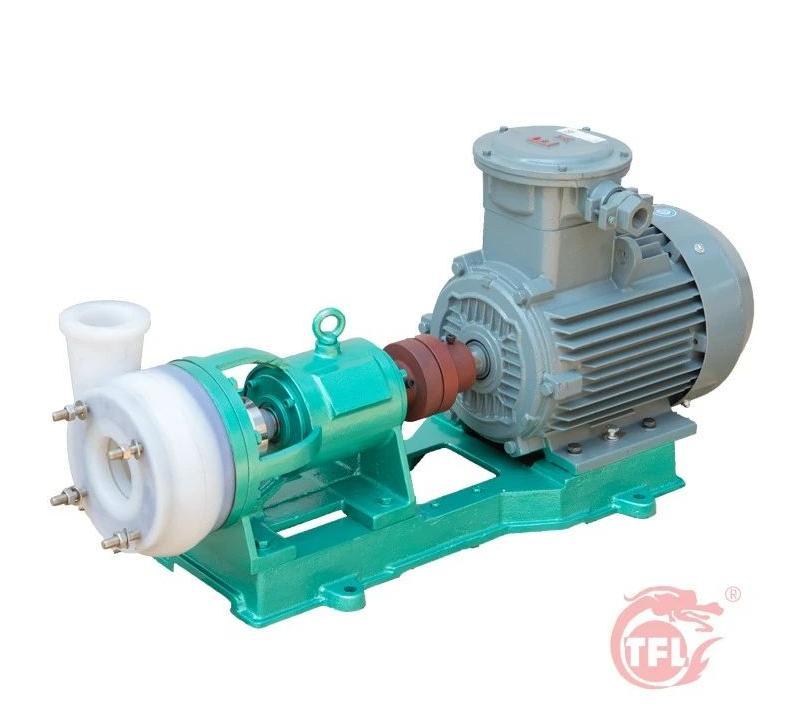
Posebna centrifugalna črpalka IHF za odpornost na kisline
IHF fluoroplastična centrifugalna črpalka, pretočni deli so izdelani iz kislinsko odpornega PTFE, FEP, PFA, PVDF in drugih plastičnih materialov. to je idealna izbira za industrijsko korozijsko odpornost. ima mehanska tesnila in spojke ter jo poganjajo motorji.
Glavni parametri centrifugalne črpalke iz fluorirane plastike:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Glava: 5m-80m (0,5bar-8bar)
- Moč: 1,5 kW-110 kW (2 KM-145 KM)
- Uporaben medij: Kisline, baze, soli, močni oksidanti vseh koncentracij
- Značilnosti: ohišje črpalke, obloženo z lurinom, z dolgo življenjsko dobo, kompaktna struktura, dvostopenjski in štiristopenjski motorji na izbiro.
Naše podjetje lahko glede na dejanske delovne razmere izbere različne konfiguracije in zagotovi natančno rešitev.

Prednost
1, Ležaji: določeni ležaji blagovne znamke, izvirni avtentični, trajno delovanje.
2,Ohišje črpalke, obloženo s fluorom: gladko obloženo s fluorom, ki se ne deformira.
3, rotor: T-oblika, odporna proti koroziji.
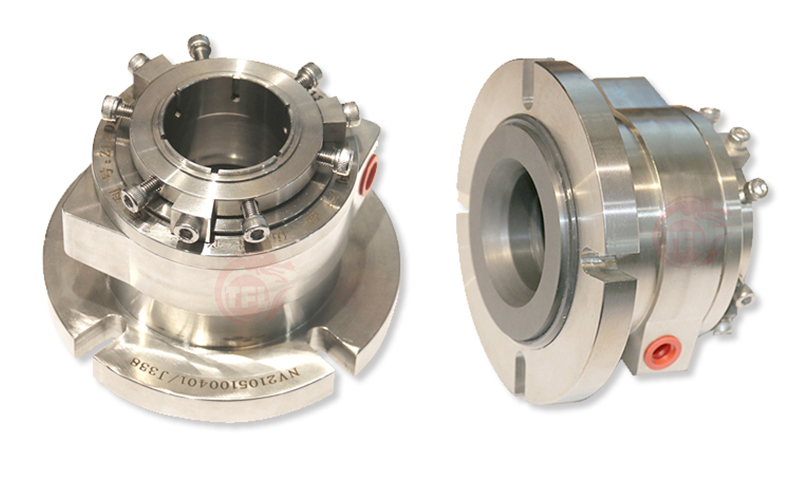
4, Mehansko tesnilo: 12 razred magnetne ploščice, redko zemeljsko magnetno jeklo.
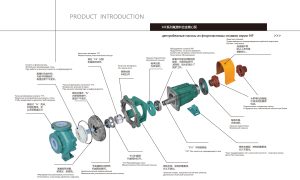
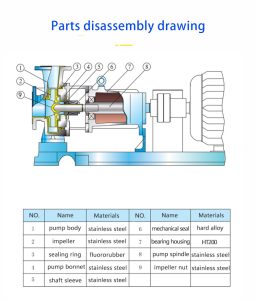
Risba za razstavljanje delov
Tovarniški prikaz fotografij

Analiza zahtev za čiščenje ležajev motorjev črpalk
Pri razstavljanju ležajev zaradi vzdrževanja najprej zabeležite videz ležajev, potrdite preostalo količino maziva, vzemite vzorce maziva za pregled in nato očistite ležaje. Kot čistilno sredstvo se običajno uporabljata bencin in kerozin.
Čiščenje razstavljenih ležajev lahko razdelimo na grobo in fino čiščenje. Ločeno jih je treba položiti v posode, na dno katerih je treba namestiti kovinske mrežaste blazinice, da ležaji ne pridejo neposredno v stik z umazanijo v posodi. Če se med grobim čiščenjem ležaj vrti z umazanijo, poškoduje kotalno površino ležaja, zato je treba biti pozoren. Pri grobem čiščenju olja s krtačo odstranite mazalno maščobo in lepljive snovi. Po grobem čiščenju nadaljujte s finim čiščenjem.
Natančno čiščenje pomeni skrbno čiščenje ležajev med vrtenjem v čistilnem olju. Poleg tega je treba čistilno olje redno vzdrževati čisto. Elektromotorje je treba na splošno očistiti in namazati po 2000 urah uporabe. Za čiščenje ležajev obstajata dva načina čiščenja:
1) Metoda čiščenja z vročim oljem: Zaradi dolgotrajne uporabe je treba ležaje, ki so se strdili z mehkim suhim oljem ali protikorozijsko pasto, potopiti v vroče motorno olje pri 100-200 ℃, jih stisniti s kleščami in s čopičem očistiti oljnih madežev na ležajih. Mehko suho olje ali antikorozijska pasta se lahko stopi, ko se segreje na 100-200 ℃, zato jo zlahka izperete iz vrzeli v ležajih. Včasih ležaje le večkrat stresite v olje. Oljni madeži lahko iz razpok tudi odtečejo.
Pri čiščenju centripetalnih sferičnih ležajev starih ali uvoženih motorjev je treba kroglice, kroglične okvirje in notranje obroče vodoravno obrniti iz zunanjega obroča in jih nato potopiti v vroče olje. Pri čiščenju kratkih valjčnih ležajev je treba prav tako ločiti valje, okvirje kroglic, notranje obroče in zunanje obroče.
Med čiščenjem vročega olja temperatura olja ne sme presegati 20 ℃.
2) Splošna metoda čiščenja je, da ležaje za 5-10 minut namočite v petrolej, z eno roko držite notranji obroč, z drugo pa vrteti zunanji obroč. Suho olje ali pasta za preprečevanje rje na ležajih bo odpadla. Nato ležaj položite v čist kerozin, ga očistite z mehko krtačo, očistite oljne madeže v krogličnih ležajih in vrzelih ter ga enkrat operite v bencinu. Ko ga odstranite, ga položite na čist papir. Pri čiščenju centripetalnih krogličnih ležajev in kratkih valjčnih ležajev je treba za čiščenje ločiti kroglice, kroglične nosilce, notranje obroče in zunanje obroče.
Čiščenje ležajev, nameščenih na gredi, temelji predvsem na načinu polivanja z oljem ali pršenja z oljno pištolo. Za enostavno čiščenje oljnih madežev najprej uporabite petrolej, nato pa bencin; oljne madeže, ki jih je težko očistiti, najprej sperite s 100-200 ℃ vročega motornega olja ali popršite z oljno pištolo, nato pa očistite z bencinom. Pazite, da za strganje ležajev ne uporabljate ostrih orodij: trdi oljni madeži ali rja lahko poškodujejo gladkost kotalnih elementov in delov obročev z utori ležajev, zato ležaje očistite s čisto krpo.
Na kaj je treba biti pozoren pri priključitvi na cevovode pri vgradnji črpalk, odpornih proti kislinam, alkalijam in koroziji?
Proti koroziji, kislinam in alkalijam odporne črpalke se na splošno delijo na proti koroziji, kislinam in alkalijam odporne centrifugalne črpalke in proti koroziji, kislinam in alkalijam odporne magnetne črpalke. Pri povezovanju cevovodov jih je treba najprej poravnati. Kakšne so zahteve za vgradnjo in poravnavo protikorozijsko, kislinsko in alkalno odpornih črpalnih sklopov? Ko je vse pripravljeno, na kaj je treba biti pozoren pri priključevanju na cevovode?
1、 Tehnične zahteve za vgradnjo in poravnavo črpalnih enot, odpornih proti koroziji, kislinam in alkalijam
1. Namestitev in izdelava črpalnih enot mora biti izvedena v skladu z ustreznimi standardi. Če so v tehnični dokumentaciji izdelka navedene druge zahteve, je treba vgradnjo in prevzem opraviti v skladu z zahtevami iz tehnične dokumentacije izdelka.
2. Postavitev, poravnava in niveliranje črpalke morajo izpolnjevati naslednje zahteve:
(1) Dovoljeno odstopanje za ravnost je 0,05 mm/m v vzdolžni smeri in 0 v prečni smeri 10 mm/m.
(2) Dovoljeno odstopanje med vzdolžno in prečno osjo je 5 mm;
(3) Dovoljeno odstopanje višine je ± 5 mm. Za tiste, ki so povezani z drugo opremo, je dovoljeno odstopanje v višini ± 2 mm;
3. Ko je začetna poravnava črpalne enote ustrezna, je priporočljivo v 24 urah zasuti luknje za sidrne vijake; med zasutjem navpičnost sidrnih vijakov ne sme presegati 0,15/1000 m; material za zasutje mora biti za eno stopnjo višji od stopnje betona temelja črpalne enote in ga je treba uporabljati neprekinjeno.
Ko trdnost cementnega betona v rezervni odprtini sidrnega vijaka doseže 75% ali več projektne trdnosti, se lahko izvede pritrditev sidrnega vijaka.
5. Referenčne merilne točke za namestitev je treba izbrati med naslednjimi položaji:
(1) Črpalka, ki je nameščena kot celota, mora temeljiti na površini dovodne prirobnice ali drugih vodoravnih referenčnih površinah za strojno obdelavo;
(2) Črpalko razstavite in namestite na podlagi obdelovalne površine telesa črpalke;
(3) Vertikalna črpalka na podlagi sklopke ali osnove motorja; batna črpalka na podlagi drsnika telesa, ležišča ležaja, izpostavljenih delov gredi ali drugih obdelanih površin.
6. Črpalno enoto je treba izravnati in poravnati s podložkami, ki morajo izpolnjevati naslednje zahteve:
(1) Železna podloga mora biti blizu obeh strani sidrnega vijaka. Če je središčna razdalja med sidrnimi vijaki večja od 1 m, je treba med sidrne vijake dodati dodatno podložno železo. Skupno višino podložnega železa je treba na splošno nadzorovati med 20 in 40 mm;
(2) Z majhnim kladivom se dotaknite in preverite tesnost skupine železnih blazinic, pri čemer ne sme biti nobene ohlapnosti;
(3) Z 0,05-milimetrskim merilnikom preverite vrzel med podložkami ter med podložkami in podlago. Vsota dolžin podložk, vstavljenih z obeh strani na isto površino vrzeli, ne sme presegati tretjine dolžine (širine) podložk; Po opravljenem pregledu pravočasno izvedite pozicijsko varjenje med plastmi skupine podložnega železa.
7. Ko je črpalna enota izravnana in poravnana, zategnite sidrne vijake ter se prepričajte, da navor in osna natezna napetost vijakov ustrezata standardom ali določenim zahtevam.
8. Po zategnitvi sidrnih vijakov je treba izvesti poravnavo osi. Čeprav je tovarna črpalke pred odhodom iz tovarne končala njeno sestavljanje in umerjanje, je treba sklopko ponovno umeriti zaradi postopkov prevoza in namestitve. Običajno se za merjenje končnega in radialnega uklona sklopke uporablja številčni merilnik. Odstopanje poravnave mora biti v skladu z:
(1) Pri sestavljanju prirobnične spojke se morata čelni ploskvi obeh polovic spojke tesno dotikati, radialni premik odstopanja poravnave obeh gredi pa mora biti manjši od 0 03 mm, aksialni nagib pa manjši od 0,05/1000 ali v skladu z zahtevami tehnične dokumentacije črpalke;
(2) Pri sestavljanju elastične spojke s tuljavnim zatičem morata biti odstopanje poravnave obeh gredi in končna zračnost spojke v skladu z določbami tehnične dokumentacije črpalke ali ustreznimi standardi;
(3) Pri sestavljanju laminiranih gibkih spojev je treba odstopanje pri poravnavi upoštevati določbe iz tehnične dokumentacije črpalke ali ustreznih standardov.
9. Pri visokotemperaturnih črpalkah ali črpalkah s parno turbino je treba upoštevati faktor toplotnega raztezanja med delovanjem. Med hladno vgradnjo je treba višino na eni strani visokotemperaturne obratovalne opreme prilagoditi glede na tehnične zahteve črpalnega izdelka ali pa izvesti vročo poravnavo. To pomeni, da če se po določenem času delovanja črpalke pri delovni temperaturi ugotovijo čezmerne vibracije enote, se lahko po zaustavitvi črpalke prekine napajanje in odklopijo spojni vijaki za ponovno poravnavo. Pri nizkotemperaturnih črpalkah ali drugih črpalkah z velikimi temperaturnimi razlikami med obratovanjem in vgradnjo, če se vibracije enote po nekaj časa delovanja povečajo, je treba prav tako opraviti ustrezne nastavitve na pravilno vrednost.
Če pogonski stroj in črpalko poganja jermen, morata biti vzporednost obeh gredi in odmik obeh koles skladna s specifikacijami v tehnični dokumentaciji izdelka črpalke ali ustreznimi standardi. Namestitev črpalne enote z elastičnimi nosilci mora biti skladna s tehničnimi specifikacijami črpalnega izdelka.
2、 Povezava med črpalno enoto in cevovodom
1. Pred namestitvijo cevovoda je treba odstraniti pesek, železove opilke, žlindro in druge ostanke v notranjosti cevovoda enega za drugim. Cevovode s posebnimi zahtevami v projektni dokumentaciji je treba obdelati v skladu z zahtevami iz projektne dokumentacije.
Po končani namestitvi cevovodov, podpor in obešank, povezanih s črpalno enoto, je treba odstraniti prirobnične vijake na povezovalni cevi, vsi vijaki pa morajo v prostem stanju gladko prehajati skozi luknje za vijake; Dovoljeno odstopanje vzporednosti med tesnilnimi površinami prirobnic in dovoljeno odstopanje koaksialnosti mora biti v skladu s projektno dokumentacijo ali tehničnimi dokumenti izdelka; Razmik med ujemajočimi se površinami prirobnic v prostem stanju mora biti tak, da se lahko tesnilo nemoteno vstavi in da je razdalja majhna.
3. Odprtino na cevovodu je treba dokončati pred namestitvijo cevovoda. Pri odpiranju na vgrajenem cevovodu je treba očistiti tujke, ki nastanejo pri rezanju znotraj cevovoda, da preprečite njihov vstop v črpalko.
4. Cevovod, povezan s črpalno enoto, je treba namestiti s strani črpalne enote, najprej pa je treba namestiti nosilce cevi. Teža in dodatni navor cevovoda in ventilov ne smeta delovati na črpalno enoto. Če se temperatura transportiranega medija bistveno razlikuje od temperature okolice, je treba v cevovod vgraditi dilatacijske spoje.
5. Po priključitvi cevovoda na črpalno enoto je treba ponovno preveriti prvotno natančnost poravnave črpalke. Če so ugotovljena odstopanja zaradi priključitve cevovoda, je treba cevovod in njegovo podporo prilagoditi.