














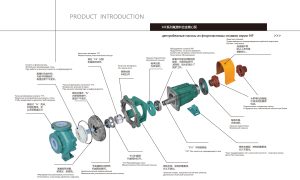
Introduktion
Det bruges i vid udstrækning i bejdse- og malingsprocessen i bilproduktion. Elektrolytter i smeltning af ikke-jernholdige metaller; Ionisk membran kaustisk sodaprojekt er den største ammoniak-, spildevandsbehandlings- og syretilsætningsproces. I henhold til det internationale design er flowdelene alle tæt foret med fluormateriale, og den bærende del af pumpen er metalmateriale. Udstyret med ekstern bælgmekanisk tætning, slibemateriale: aluminiumoxid VS tetrafluorider, siliciumcarbid VS tetrafluorider, cementeret carbid VS cementeret carbid, slibeoverflade kan vælges i henhold til forskellige arbejdsforhold.
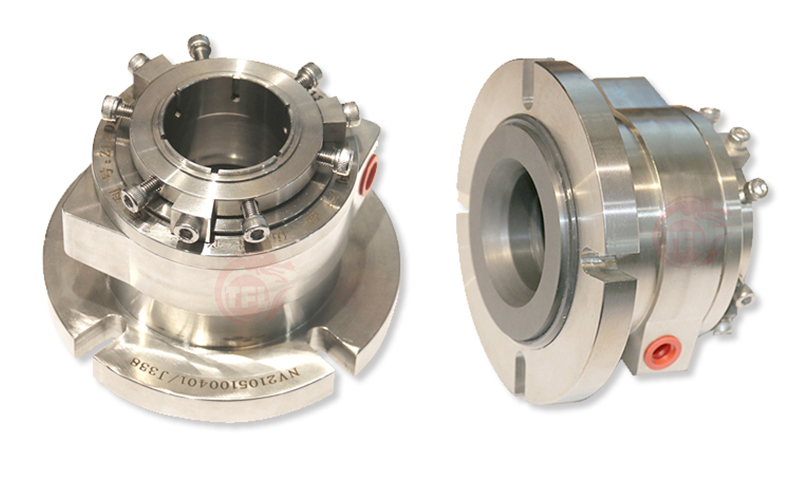
Speciel IHF-centrifugalpumpe til syrebestandighed
IHF fluoroplastisk centrifugalpumpe, gennemstrømningsdelene er lavet af syrefast PTFE, FEP, PFA, PVDF og andre plastmaterialer. det er et ideelt valg til industriel korrosionsbestandighed. den har mekaniske tætninger og koblinger og drives af motorer.
Fluorplastcentrifugalpumpe hovedparametre:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Hoved: 5m-80m (0,5bar-8bar)
- Effekt: 1,5kw-110kw (2HP-145HP)
- Anvendeligt medium: Syrer, baser, salte, stærke oxidanter i enhver koncentration
- Kendetegn: pumpehus beklædt med luorine med lang levetid, kompakt struktur, to-trins og fire-trins motorer til valg.
Vores virksomhed kan i henhold til de faktiske arbejdsforhold vælge forskellige konfigurationer og levere en præcis løsning.

Fordel
1, Lejer: udpegede mærkelejer, originale autentiske, varig drift.
2,Fluorbeklædt pumpehus: Fluorbeklædt glat, deformeres ikke.
3,Løbehjul: T-konus, korrosionsbestandig.
4, Mekanisk tætning: 12 graders magnetisk flise, magnetisk stål fra sjældne jordarter.
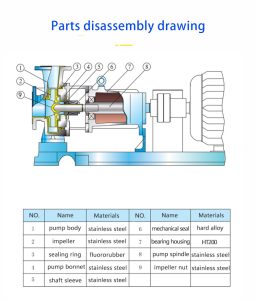
Tegning af demontering af dele
Visning af fabriksbilleder

Analyse af rengøringskrav til motorlejer i pumper
Ved demontering af lejer til vedligeholdelse skal du først registrere lejernes udseende, bekræfte den resterende mængde smøremiddel, tage prøver af smøremidlet til inspektion og derefter rengøre lejerne. Som rengøringsmiddel bruges generelt benzin og petroleum.
Rengøring af demonterede lejer kan opdeles i grov rengøring og fin rengøring. De skal placeres i separate beholdere med metalnetpuder placeret i bunden for at forhindre, at lejerne kommer i direkte kontakt med snavset i beholderen. Under grov rengøring, hvis lejet roteres med snavs, vil det beskadige lejets rullende overflade, og man skal være opmærksom. Ved grov rengøring af olie skal du bruge en børste til at fjerne smørefedt og klæbende stoffer. Efter grov rengøring fortsættes til fin rengøring.
Finrensning betyder, at man omhyggeligt renser lejerne, mens man roterer dem i renseolie. Derudover skal rengøringsolien også holdes ren regelmæssigt. Elektriske motorer skal generelt rengøres og smøres efter 2000 timers brug. Der er to rengøringsmetoder til lejer:
1) Rengøringsmetode med varm olie: På grund af langvarig brug skal lejer, der er hærdet med blød tør olie eller rustbeskyttelsespasta, nedsænkes i varm motorolie ved 100-200 °C, fastspændes med en tang og rengøres for oliepletter på lejerne med en børste. Blød, tør olie eller rustbeskyttelsespasta kan smelte, når den opvarmes til 100-200 °C, hvilket gør det nemt at skylle den ud af hullerne i lejerne. Nogle gange skal man bare ryste lejet flere gange i olien. Oliepletter kan også flyde væk fra revnerne.
Ved rengøring af centripetale sfæriske lejer i gamle eller importerede motorer skal kuglerne, kuglerammerne og de indre ringe drejes vandret ud af den ydre ring og derefter nedsænkes i varm olie. Ved rengøring af korte cylindriske rullelejer skal rullerne, kuglerammerne, inderringene og yderringene også adskilles.
Under rengøring med varm olie bør oliens temperatur ikke overstige 20 ℃.
2) Den generelle rengøringsmetode er at lægge lejerne i blød i petroleum i 5-10 minutter, holde den indre ring med den ene hånd og dreje den ydre ring med den anden hånd. Den tørre olie eller rustforebyggende pasta på lejerne vil falde af. Læg derefter lejet i ren petroleum, børst det med en blød børste, rens oliepletterne i kuglelejerne og hullerne, og vask det en gang i benzin. Når du har fjernet det, skal du placere det på rent papir. Ved rengøring af centripetale sfæriske kuglelejer og korte cylindriske rullelejer skal kuglerne, kuglestativerne, de indre ringe og de ydre ringe adskilles til rengøring.
Rengøring af lejer, der er installeret på akslen, afhænger hovedsageligt af metoden til at hælde olie eller sprøjte med en oliepistol. Til letrensede oliepletter bruges først petroleum og derefter benzin; Svært renselige oliepletter skylles først med 100-200 ℃ varm motorolie eller sprøjtes med en oliepistol og rengøres derefter med benzin. Vær forsigtig med ikke at bruge skarpe værktøjer til at skrabe lejerne: hårde oliepletter eller rust kan beskadige glatheden af rullende element og rilleringsdele af lejerne, og rengør lejerne med en ren klud.
Hvad skal man være opmærksom på ved tilslutning til rørledninger, når man installerer syre-, alkali- og korrosionsbestandige pumper?
Korrosionsbeskyttende, syre- og alkalibestandige pumper er generelt opdelt i korrosionsbeskyttende, syre- og alkalibestandige centrifugalpumper og korrosionsbeskyttende, syre- og alkalibestandige magnetiske pumper. Når man tilslutter rørledninger, er det nødvendigt først at justere dem. Hvilke krav er der til installation og justering af korrosions-, syre- og alkalibestandige pumpesæt? Når alt er klar, hvad skal man så være opmærksom på ved tilslutning til rørledninger?
1, Tekniske krav til installation og justering af korrosionsbeskyttende, syre- og alkalibestandige pumpeenheder
1. Installation og konstruktion af pumpeenheder skal udføres i overensstemmelse med relevante standarder. Når der er andre krav i de tekniske produktdokumenter, skal installation og godkendelse udføres i henhold til kravene i de tekniske produktdokumenter.
2. Placeringen, justeringen og nivelleringen af pumpeenheden skal opfylde følgende krav:
(1) Den tilladte afvigelse for planhed er 0,05 mm/m i længderetningen og 0 i tværretningen 10 mm/m.
(2) Den tilladte afvigelse mellem de langsgående og tværgående midterlinjer er 5 mm;
(3) Den tilladte afvigelse i højden er ± 5 mm. For dem, der er forbundet med andet udstyr, er den tilladte afvigelse i højden ± 2 mm;
3. Når den indledende justering af pumpeenheden er kvalificeret, anbefales det at fuge ankerbolthullerne inden for 24 timer; Under fugning bør ankerboltenes lodrethed ikke overstige 0,15/1000 m; Fugematerialet skal være en klasse højere end betonkvaliteten i pumpeenhedens fundament og skal anvendes kontinuerligt.
Når styrken af indstøbningsbetonen i ankerboltens reserverede hul når 75% eller mere af designstyrken, kan fastgørelsen af ankerbolten udføres.
5. Installationens referencemålepunkter skal vælges fra følgende positioner:
(1) Den samlede pumpeinstallation skal baseres på indløbsflangens overflade eller andre horisontale bearbejdningsreferenceflader;
(2) Afmonter og monter pumpen ud fra pumpehusets bearbejdningsoverflade;
(3) Lodret pumpe, baseret på kobling eller motorbase; En stempelpumpe er baseret på kropsslidsen, lejesædet, udsatte dele af akslen eller andre bearbejdede overflader.
6. Pumpeenheden skal nivelleres og justeres med mellemlæg, som skal opfylde følgende krav:
(1) Pudejernet skal være tæt på begge sider af ankerbolten. Hvis centerafstanden mellem ankerboltene overstiger 1 m, skal der tilføjes ekstra pudejern mellem ankerboltene. Den samlede højde på pudejernet bør generelt kontrolleres mellem 20-40 mm;
(2) Brug en lille hammer til at banke på og kontrollere, at pudejernsgruppen er tæt, og der må ikke være nogen løshed;
(3) Brug en 0,05 mm følermåler til at kontrollere afstanden mellem mellemlæggene og mellem mellemlæggene og basen. Summen af længderne af mellemlæggene, der er indsat fra begge sider på den samme mellemrumsoverflade, bør ikke overstige en tredjedel af mellemlæggenes længde (bredde); Når inspektionen er bestået, skal du rettidigt udføre positioneringssvejsning mellem lagene i pad-jerngruppen.
7. Når pumpeenheden er nivelleret og justeret, spændes ankerboltene, og det sikres, at boltenes tilspændingsmoment og aksiale trækspænding opfylder standarderne eller de specificerede krav.
8. Aksejusteringen skal udføres, når ankerboltene er strammet. Selvom pumpefabrikken har afsluttet monteringen og kalibreringen, inden den forlader fabrikken, skal koblingen kalibreres igen på grund af transport- og installationsprocesser. Normalt bruges en måleklokke til at måle koblingens ende- og radiale udløb. Justeringsafvigelsen skal være i overensstemmelse med:
(1) Ved montering af flangekoblingen skal endefladerne på koblingens to halvdele være i tæt kontakt, og den radiale forskydning af justeringsafvigelsen for de to aksler skal være mindre end 0 03 mm, aksial hældning skal være mindre end 0,05/1000 eller i henhold til kravene i pumpeproduktets tekniske dokumenter;
(2) Ved montering af den elastiske pin-kobling skal justeringsafvigelsen for de to aksler og koblingens endeafstand overholde bestemmelserne i pumpeproduktets tekniske dokumenter eller relevante standarder;
(3) Ved montering af laminerede fleksible koblinger skal justeringsafvigelsen være i overensstemmelse med bestemmelserne i pumpeproduktets tekniske dokumenter eller relevante standarder.
9. For højtemperaturpumper eller dampturbinepumpeenheder skal den termiske ekspansionsfaktor under drift overvejes. Under kold installation skal højden på den ene side af højtemperaturdriftsudstyret justeres i henhold til de tekniske krav til pumpeproduktet, eller der skal udføres varm justering. Det vil sige, at hvis der konstateres for store vibrationer i enheden, efter at pumpen har kørt ved driftstemperatur i en periode, kan strømmen afbrydes, når pumpen er stoppet, og koblingsboltene kan frakobles til genjustering. For lavtemperaturpumper eller andre pumper med betydelige temperaturforskelle mellem drift og installation skal der også foretages passende justeringer til den korrekte værdi, hvis enhedens vibrationer øges efter at have kørt i en periode.
Når drivmaskinen og pumpen drives af et bælte, skal de to akslers parallelitet og de to hjuls afvigelse være i overensstemmelse med specifikationerne i pumpeproduktets tekniske dokumenter eller relevante standarder. Installationen af pumpeenheden med elastiske støtter skal være i overensstemmelse med de tekniske specifikationer for pumpeproduktet.
2, Forbindelse mellem pumpeenhed og rørledning
1. Før installation af rørledningen skal sand, jernspåner, slagger og andet affald inde i rørledningen fjernes en efter en. Rørledninger med særlige krav i designdokumenterne skal behandles i henhold til kravene i designdokumenterne.
Når installationen af rørledninger, understøtninger og bøjler, der er forbundet med pumpeenheden, er afsluttet, skal flangeboltene på forbindelsesrøret fjernes, og alle bolte skal kunne passere glat gennem bolthullerne i fri tilstand; Den tilladte parallelismeafvigelse mellem flangeforseglingsoverflader og den tilladte koaksialitetsafvigelse skal være i overensstemmelse med designdokumenterne eller produktets tekniske dokumenter; Afstanden mellem de parrede flangeflader i fri tilstand skal være sådan, at pakningen kan indsættes glat, og afstanden er lille.
3. Åbningen af rørledningen skal være afsluttet før installationen af rørledningen. Ved åbning af den installerede rørledning skal fremmedlegemer, der genereres ved skæring inde i rørledningen, renses op for at forhindre dem i at komme ind i pumpen.
4. Rørledningen, der er forbundet med pumpeenheden, skal installeres fra pumpeenhedens side, og rørstøtterne skal installeres først. Rørledningens og ventilernes vægt og ekstra drejningsmoment må ikke påvirke pumpeenheden. Hvis mediet, der transporteres, er væsentligt forskelligt fra den omgivende temperatur, skal der installeres ekspansionsfuger i rørledningen.
5. Efter tilslutning af rørledningen til pumpeenheden skal pumpens oprindelige justeringsnøjagtighed kontrolleres igen. Hvis der konstateres afvigelser på grund af rørledningstilslutningen, skal rørledningen og dens støtte justeres.