














はじめに
自動車製造の酸洗、塗装工程に広く使用されている。非鉄金属製錬の電解液;イオン膜苛性ソーダプロジェクトは最大のアンモニア、廃水処理、酸添加工程である。国際的な設計に従って、流れの部品はすべてフッ素材料と堅く並べられ、ポンプの軸受け部分は金属材料である。外部ベローズメカニカルシールを装備し、研削材料:アルミナVS四フッ化珪素、炭化ケイ素VS四フッ化珪素、超硬VS超硬、研削面は異なる作業条件に応じて選択することができます。
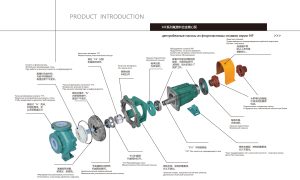
耐酸性特殊IHF渦巻きポンプ
IHFフッ素樹脂遠心ポンプは、フロースルー部品は、耐酸性PTFE、FEP、PFA、PVDFおよび他のプラスチック材料で作られています。 それは、工業用耐食性のための理想的な選択肢です。それはメカニカルシールとカップリングを持っており、モーターで駆動されます。
フッ素のプラスチック遠心ポンプの主要な変数:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- ヘッド: 5m-80m(0.5bar-8bar)
- パワー: 1.5kw-110kw(2HP-145HP)
- 適用媒体酸、塩基、塩類、あらゆる濃度の強酸化剤
- 特徴:長寿命、コンパクトな構造、2段および4段モータを選択可能。
当社は、実際の作業条件に応じて、異なる構成を選択し、正確なソリューションを提供することができます。

メリット
1 の軸受け: 指定ブランド軸受け、元の確実な、永続的な操作。
2,フッ素ライニングポンプハウジング:フッ素ライニングされた滑らかな、変形しません。
3 のインペラー:T-テーパー、耐食性。
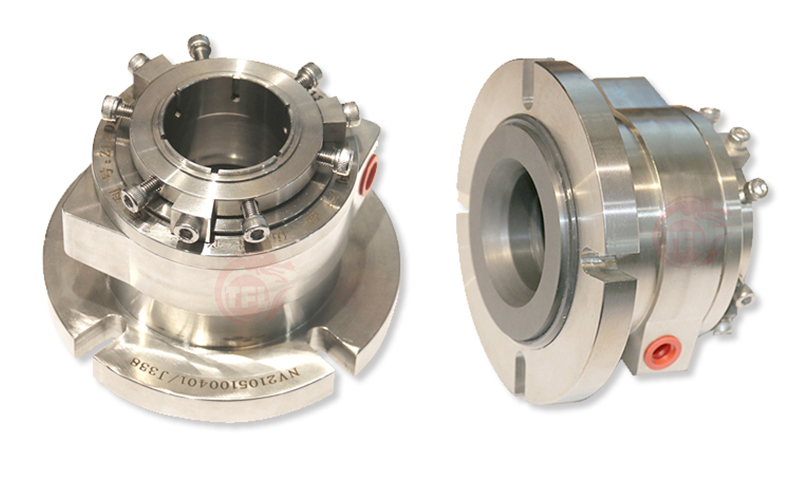
4 の機械シール: 12 等級磁気タイル、希土類磁気鋼鉄。
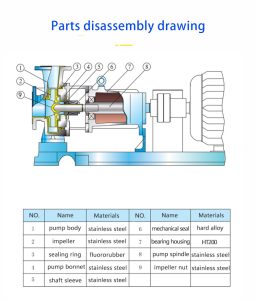
部品分解図
工場写真の表示

ポンプのモーター軸受の洗浄要件の分析
メンテナンスのために軸受を分解する場合は、まず軸受の外観を記録し、潤滑油の残量を確認し、潤滑油のサンプルを採取して検査した後、軸受を洗浄する。洗浄剤としては、ガソリンや灯油が一般的です。
分解したベアリングの洗浄は、粗洗浄と精密洗浄に分けられる。分解した軸受は、別々に容器に入れ、容器内の汚れに軸受が直接触れないように、底に金属製のメッシュパッドを敷いておく。粗洗浄の際、汚れが付着したまま回転させると軸受の転動面を傷めるので注意が必要である。粗洗浄油では、ブラシで潤滑油や付着物を除去する。粗洗浄後、細洗浄に移る。
精密洗浄とは、洗浄油の中でベアリングを回転させながら入念に洗浄することである。また、洗浄油も定期的に清潔に保つ必要がある。電気モーターは、一般的に2000時間使用した後に洗浄と注油を行う必要があります。軸受の洗浄方法には2種類ある:
1)高温オイル洗浄法長時間の使用により、ソフトドライオイルや防錆ペーストで硬化したベアリングは、100~200℃の高温のエンジンオイルに浸し、プライヤーでクランプし、ブラシでベアリングの油汚れを洗浄する。ソフトドライオイルや防錆ペーストは、100~200℃に加熱すると溶けるので、ベアリングの隙間から簡単に流し出すことができる。オイルの中でベアリングを何度も振るだけで落ちることもあります。油汚れは隙間から流れ出ることもある。
古いモーターや輸入モーターの求心球面軸受を洗浄する場合は、ボール、ボールフレーム、内輪を外輪から水平に回転させ、高温の油に浸す。短い円筒ころ軸受を洗浄する場合は、ころ、玉枠、内輪、外輪も分離する。
ホットオイル洗浄の際、オイルの温度は20℃を超えないこと。
2) 一般的な洗浄方法は、軸受を灯油に5~10分間浸し、片手で内輪を持ち、もう一方の手で外輪を回転させる。軸受に付着している乾燥油や防錆ペーストが落ちます。その後、きれいな灯油の中にベアリングを入れ、柔らかいブラシでボールベアリングや隙間の油汚れを落とし、ガソリンで一度洗います。取り除いた後は、きれいな紙の上に置きます。求心球面玉軸受、短円筒ころ軸受を洗浄する場合は、玉、玉掛け、内輪、外輪を分離して洗浄する。
シャフトに取り付けたベアリングの洗浄方法は、主にオイルを注ぐ方法とオイルガンでスプレーする方法による。落ちやすい油汚れには灯油を使い、その後ガソリンを使う。落ちにくい油汚れには、まず100~200℃の高温のエンジンオイルで洗い流すか、オイルガンでスプレーし、その後ガソリンで洗浄する。硬い油汚れや錆は、転動体や溝輪部の平滑性を損ないますので、鋭利な工具で削らないように注意し、きれいな布で清掃してください。
耐酸・耐アルカリ・耐腐食性ポンプを設置する際、パイプラインに接続する際に注意すべき点は?
耐腐食・耐酸・耐アルカリポンプは、一般的に耐腐食・耐酸・耐アルカリ渦巻きポンプと耐腐食・耐酸・耐アルカリマグネットポンプに分けられる。パイプラインを接続する際には、まずパイプラインを整列させる必要があります。耐腐食性、耐酸性、耐アルカリ性のポンプセットを設置し、位置合わせをするための条件は何ですか?すべての準備が整った後、パイプラインに接続する際に注意すべきことは何ですか?
1、耐腐食性、耐酸性、耐アルカリ性ポンプユニットの設置および調整に関する技術要件
1.ポンプユニットの据付と施工は関連規格に従って行うこと。製品技術文書に他の要求事項がある場合は、製品技術文書の要求事項に従って据付と検収を行うこと。
2.ポンプユニットの位置決め、アライメント、水平出しは以下の要件を満たす必要があります:
(1) 水平度の許容偏差は、縦方向0.05mm/m、横方向0 10mm/mとする。
(2) 縦中心線と横中心線の許容偏差は5mmとする;
(3) 仰角の許容偏差は±5mmとする。他の機器と接続する場合は、仰角の許容偏差は±2mmとする;
3.グラウチング中、アンカーボルトの垂直度は0.15/1000mを超えないこと。グラウチング材はポンプユニット基礎のコンクリート等級より1等級高く、連続的に塗布すること。
アンカーボルトの留置孔内のグラウトコンクリートの強度が設計強度の75%以上になると、アンカーボルトの締結が可能となる。
5.設置基準測定点は、以下の位置から選択する:
(1)ポンプは全体として、吸込フランジ面または他の水平加工基準面を基準として設置する;
(2) ポンプボディの加工面を基準にしてポンプを分解し、取り付ける;
(3)縦型ポンプは、カップリングまたはモーターベースを基準とする。往復動ポンプは、ボディのスライド、ベアリングシート、シャフトの露出部、またはその他の機械加工面を基準とする。
6.ポンプユニットを水平にし、シムで調整する:
(1)パッドアイアンはアンカーボルトの両側に密着させる。アンカーボルトの中心間距離が1mを超える場合は、アンカーボルトの間にパッドアイアンを追加する。また、パッドアイアンの高さは、一般的に20~40mmとする;
(2) 小型のハンマーで叩き、パッドアイアングループの締め付けをチェックする;
(3) 0.05mmのフィーラーゲージでシム間の隙間、シムとベースの隙間を確認する。同じ隙間面に両側から挿入したシムの長さの合計が、シムの長さ(幅)の3分の1を超えてはならない。検査に合格したら、パッド鉄グループの層間の位置決め溶接を適時に行う。
7.ポンプユニットを水平にし、位置合わせをした後、アンカーボルトを締め付け、ボルトの締め付けトルクと軸方向の引張応力が規格または指定された要件を満たしていることを確認してください。
8.軸合わせはアンカーボルトを締め付けた後に行ってください。ポンプ工場では出荷前に組立・校正を完了していますが、輸送・据付工程によりカップリングの再校正が必要です。通常、カップリングの端面及び半径方向の振れを測定するためにダイヤルゲージが使用される。アライメント偏差は、これに従うべきである:
(1)フランジカップリングを組み立てるとき、カップリングの2つの半分の端面は密着していなければならず、2つのシャフトのアライメント偏差の半径方向の変位は0.03mm未満でなければならず、軸方向の傾きは0.05/1000未満でなければならず、またはポンプ製品の技術文書の要件に従ってください;
(2) 弾性スリーブピンカップリングを組み立てる場合、2軸のアライメント偏差とカップリングの端部クリアランスは、ポンプ製品の技術文書または関連規格の規定に準拠してください;
(3) 積層フレキシブルカップリングを組み立てる場合、アライメントのずれはポンプ製品の技術文書または関連規格の規定に従ってください。
9.高温ポンプや蒸気タービンポンプの場合、運転中の熱膨張率を考慮する必要がある。冷間据付の際、高温運転装置の片側の高さをポンプ製品の技術的要求に従って調整するか、熱間据付を行うべきである。即ち、ポンプを運転温度で一定時間運転した後、ユニットの過度の振動が発見された場合、ポンプを停止した後、電源を切り、カップリングボルトを外して再アライメントを行うことができる。低温ポンプなど、運転温度と据付温度の差が大きいポンプでは、一定時間運転した後、ユニットの振動が大きくなった場合にも、適切な値に調整する必要があります。
駆動機とポンプがベルトで駆動される場合、2軸の平行度と2輪の偏差はポンプ製品の技術文書または関連規格の仕様に準拠すること。ポンプユニットを弾性サポートで設置する場合は、ポンプ製品の技術仕様に従ってください。
2、ポンプユニットとパイプラインの接続
1.パイプラインを設置する前に、パイプライン内の砂、鉄粉、スラグ、その他のゴミを一つずつ取り除くこと。設計図書に特別な要求事項があるパイプラインは、設計図書の要求事項に従って処理する。
フランジシール面間の許容平行度偏差及び許容同軸度偏差は、設計書又は製品技術書に従ってください。
3.パイプラインの開口は、パイプラインの設置前に完了しておく必要がある。設置したパイプラインの開口部では、パイプライン内の切削により発生した異物がポンプに混入しないように清掃すること。
4.ポンプユニットに接続される配管はポンプユニット側から設置し、配管サポートは最初に設置する。配管やバルブの重量や付加トルクがポンプユニットに作用しないようにしてください。輸送媒体が周囲温度と大きく異なる場合は、配管に伸縮継手を設置すること。
5.配管をポンプユニットに接続した後、ポンプ本来のアライメント精度を再チェックすること。パイプラインの接続に起因する偏差が発見された場合、パイプラインとそのサポートを調整する必要があります。