














Einführung
Es ist weit verbreitet im Beiz- und Lackierverfahren in der Automobilherstellung. Elektrolyte in der Nichteisenmetallverhüttung; das Ionenmembran-Natronlauge-Projekt ist das größte Ammoniak-, Abwasserbehandlungs- und Säurezugabeverfahren. Gemäß dem internationalen Design sind alle Strömungsteile dicht mit Fluormaterial ausgekleidet, und der tragende Teil der Pumpe besteht aus Metallmaterial. Ausgestattet mit externen Faltenbalg-Gleitringdichtung, Schleifmaterial: Aluminiumoxid VS Tetrafluoride, Siliziumkarbid VS Tetrafluoride, Sinterkarbid VS Sinterkarbid, Schleifoberfläche kann je nach den verschiedenen Arbeitsbedingungen ausgewählt werden.
Spezielle IHF-Zentrifugalpumpe für Säurebeständigkeit
IHF Fluorkunststoff-Kreiselpumpe, die durchströmenden Teile sind aus säurebeständigem PTFE, FEP, PFA, PVDF und anderen Kunststoffen hergestellt. Sie ist eine ideale Wahl für industrielle Korrosionsbeständigkeit. Sie hat mechanische Dichtungen und Kupplungen und wird von Motoren angetrieben.
Fluor-Kunststoff-Kreiselpumpe Hauptparameter:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Förderhöhe: 5m-80m(0,5bar-8bar)
- Leistung: 1,5kw-110kw(2HP-145HP)
- Anwendbares Medium: Säuren, Basen, Salze, starke Oxidationsmittel in jeder Konzentration
- Merkmale: luoriniertes Pumpengehäuse mit langer Lebensdauer, kompakter Aufbau, zwei- und vierstufige Motoren zur Auswahl.
Unser Unternehmen kann je nach den tatsächlichen Arbeitsbedingungen verschiedene Konfigurationen wählen und eine genaue Lösung anbieten.

Vorteil
1, Lager: benannte Markenlager, original authentisch, dauerhafter Betrieb.
2,Fluorgefüttertes Pumpengehäuse: Fluorgefüttert, glatt, verformt sich nicht.
3, Laufrad: T-Kegel, korrosionsbeständig.
4, Gleitringdichtung: 12 Grad magnetische Fliese, seltene Erde magnetischen Stahl.
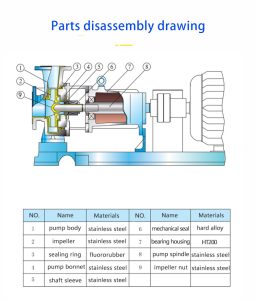
Zeichnung zur Demontage von Teilen
Werksfotoanzeige

Analyse der Reinigungsanforderungen für Motorlager von Pumpen
Bei der Demontage von Lagern zu Wartungszwecken ist zunächst das Aussehen der Lager zu erfassen, die verbleibende Schmierstoffmenge festzustellen, Proben des Schmierstoffs zur Überprüfung zu entnehmen und die Lager dann zu reinigen. Als Reinigungsmittel werden im Allgemeinen Benzin und Kerosin verwendet.
Die Reinigung der demontierten Lager kann in eine Grobreinigung und eine Feinreinigung unterteilt werden. Sie sollten separat in Behälter gelegt werden, wobei am Boden Metallgitter angebracht sind, um zu verhindern, dass die Lager direkt mit dem Schmutz im Behälter in Berührung kommen. Wenn das Lager bei der Grobreinigung mit Schmutz gedreht wird, wird die Lauffläche des Lagers beschädigt, und es ist Vorsicht geboten. Verwenden Sie bei der Grobreinigung eine Bürste, um Schmierfett und klebrige Substanzen zu entfernen. Nach der Grobreinigung fahren Sie mit der Feinreinigung fort.
Unter Feinreinigung versteht man die sorgfältige Reinigung der Lager, während sie in Reinigungsöl rotieren. Darüber hinaus sollte auch das Reinigungsöl regelmäßig gereinigt werden. Elektromotoren sollten im Allgemeinen nach 2000 Betriebsstunden gereinigt und geschmiert werden. Es gibt zwei Reinigungsmethoden für Lager:
1) Heißes Öl als Reinigungsmethode: Aufgrund längerer Nutzung, Lager, die mit weichem Trockenöl oder Anti-Rost-Paste gehärtet haben, sollten in heißem Motoröl bei 100-200 ℃ eingetaucht werden, mit einer Zange geklemmt, und von Ölflecken auf den Lagern mit einer Bürste gereinigt. Weiches, trockenes Öl oder Rostschutzpaste kann schmelzen, wenn es auf 100-200 ℃ erhitzt wird, so dass es leicht aus den Spalten in den Lagern herausgespült werden kann. Manchmal genügt es, das Lager mehrmals im Öl zu schütteln. Ölflecken können auch aus den Ritzen herausfließen.
Bei der Reinigung von zentripetalen Gelenklagern alter oder importierter Motoren sollten die Kugeln, Kugelkästen und Innenringe horizontal aus dem Außenring gedreht und dann in heißes Öl getaucht werden. Bei der Reinigung von kurzen Zylinderrollenlagern sollten die Rollen, die Kugelkästen, die Innenringe und die Außenringe ebenfalls getrennt werden.
Bei der Reinigung mit heißem Öl sollte die Temperatur des Öls 20 ℃ nicht überschreiten.
2) Die allgemeine Reinigungsmethode besteht darin, die Lager 5-10 Minuten lang in Kerosin zu tränken, den Innenring mit einer Hand zu halten und den Außenring mit der anderen Hand zu drehen. Das trockene Öl oder die Rostschutzpaste auf den Lagern wird abfallen. Legen Sie das Lager dann in sauberes Kerosin, bürsten Sie es mit einer weichen Bürste ab, reinigen Sie die Ölflecken in den Kugellagern und den Zwischenräumen und waschen Sie es einmal in Benzin. Nach dem Herausnehmen legen Sie es auf sauberes Papier. Bei der Reinigung von zentripetalen Pendelkugellagern und kurzen Zylinderrollenlagern sollten die Kugeln, Kugelzahnstangen, Innen- und Außenringe zur Reinigung getrennt werden.
Die Reinigung von Lagern, die auf der Welle installiert sind, beruht hauptsächlich auf der Methode, Öl zu gießen oder mit einer Ölpistole zu sprühen. Bei leicht zu reinigenden Ölflecken wird zuerst Kerosin und dann Benzin verwendet; schwer zu reinigende Ölflecken werden zuerst mit 100-200 ℃ heißem Motoröl ausgespült oder mit einer Ölpistole eingesprüht und dann mit Benzin gereinigt. Achten Sie darauf, keine scharfen Werkzeuge zu verwenden, um die Lager zu kratzen: harte Ölflecken oder Rost kann die Glätte der Wälzkörper und Rillenring Teile der Lager beschädigen, und reinigen Sie die Lager mit einem sauberen Tuch.
Was ist beim Anschluss an Rohrleitungen zu beachten, wenn säure-, laugen- und korrosionsbeständige Pumpen installiert werden?
Korrosionsbeständige, säure- und laugenbeständige Pumpen werden im Allgemeinen in korrosionsbeständige, säure- und laugenbeständige Kreiselpumpen und korrosionsbeständige, säure- und laugenbeständige Magnetpumpen unterteilt. Bei der Verbindung von Rohrleitungen ist es notwendig, diese zunächst auszurichten. Was sind die Voraussetzungen für die Installation und Ausrichtung von korrosions-, säure- und laugenbeständigen Pumpenaggregaten? Worauf ist beim Anschluss an die Rohrleitungen zu achten, wenn alles fertig ist?
1、 Technische Anforderungen für den Einbau und die Ausrichtung von korrosionsbeständigen, säure- und laugenbeständigen Pumpenaggregaten
1. Die Installation und der Bau von Pumpenaggregaten sollten in Übereinstimmung mit den einschlägigen Normen durchgeführt werden. Wenn in den technischen Unterlagen des Produkts andere Anforderungen enthalten sind, sollten Installation und Abnahme gemäß den Anforderungen in den technischen Unterlagen des Produkts durchgeführt werden.
2. Die Positionierung, Ausrichtung und Nivellierung des Pumpenaggregats muss den folgenden Anforderungen entsprechen:
(1) Die zulässige Abweichung für die Ebenheit beträgt 0,05 mm/m in Längsrichtung und 0 in Querrichtung 10 mm/m.
(2) Die zulässige Abweichung zwischen der Längs- und der Quermittellinie beträgt 5 mm;
(3) Die zulässige Abweichung in der Höhe beträgt ± 5 mm. Für Geräte, die mit anderen Geräten verbunden sind, beträgt die zulässige Abweichung in der Höhe ± 2 mm;
3. Nachdem die anfängliche Ausrichtung des Pumpenaggregats qualifiziert ist, ist es ratsam, die Ankerbolzenlöcher innerhalb von 24 Stunden zu verpressen; während des Verpressens sollte die Vertikalität der Ankerbolzen 0,15/1000 m nicht überschreiten; das Verpressmaterial sollte eine Klasse höher sein als die Betongüte des Pumpenaggregatfundaments und kontinuierlich aufgetragen werden.
Wenn die Festigkeit des Vergussbetons im reservierten Loch des Ankerbolzens 75% oder mehr der Bemessungsfestigkeit erreicht, kann die Befestigung des Ankerbolzens durchgeführt werden.
5. Die Referenzmesspunkte für die Installation sollten aus den folgenden Positionen ausgewählt werden:
(1) Die installierte Pumpe als Ganzes sollte auf der Einlassflanschfläche oder anderen horizontalen Bearbeitungsreferenzflächen basieren;
(2) Demontieren und installieren Sie die Pumpe anhand der Bearbeitungsfläche des Pumpenkörpers;
(3) Vertikale Pumpe, basierend auf der Kupplung oder dem Motorsockel; eine oszillierende Pumpe basiert auf dem Gehäuseschlitten, dem Lagersitz, freiliegenden Teilen der Welle oder anderen bearbeiteten Oberflächen.
6. Das Pumpenaggregat sollte mit Unterlegscheiben nivelliert und ausgerichtet werden, die den folgenden Anforderungen entsprechen sollten:
(1) Das Armierungseisen sollte nahe an beiden Seiten des Ankerbolzens liegen. Wenn der Achsabstand zwischen den Ankerbolzen mehr als 1 m beträgt, sollte zwischen den Ankerbolzen ein zusätzliches Armierungseisen angebracht werden. Die Gesamthöhe des Anschlageisens sollte im Allgemeinen zwischen 20-40 mm liegen;
(2) Klopfen Sie mit einem kleinen Hammer auf die Pad-Eisen-Gruppe und prüfen Sie, ob sie fest sitzt;
(3) Prüfen Sie mit einer 0,05-mm-Fühlerlehre den Spalt zwischen den Unterlegscheiben und zwischen den Unterlegscheiben und dem Untergrund. Die Summe der Längen der von beiden Seiten auf der gleichen Spaltfläche eingefügten Unterlegscheiben sollte ein Drittel der Länge (Breite) der Unterlegscheiben nicht überschreiten; nach bestandener Prüfung rechtzeitig das Positionierungsschweißen zwischen den Lagen der Passeisengruppe durchführen.
7. Nachdem das Pumpenaggregat nivelliert und ausgerichtet ist, ziehen Sie die Verankerungsschrauben an und stellen Sie sicher, dass das Anzugsdrehmoment und die axiale Zugspannung der Schrauben den Normen oder vorgegebenen Anforderungen entsprechen.
8. Die Achsausrichtung sollte nach dem Anziehen der Ankerschrauben durchgeführt werden. Obwohl die Montage und Kalibrierung der Pumpe vor Verlassen des Werks abgeschlossen ist, sollte die Kupplung aufgrund von Transport- und Installationsprozessen neu kalibriert werden. Üblicherweise wird eine Messuhr verwendet, um den End- und Rundlauf der Kupplung zu messen. Die Ausrichtungsabweichung sollte dabei eingehalten werden:
(1) Bei der Montage der Flanschkupplung sollten die Stirnseiten der beiden Kupplungshälften in engem Kontakt stehen, und die radiale Verschiebung der Ausrichtungsabweichung der beiden Wellen sollte weniger als 0,03 mm betragen, die axiale Neigung sollte weniger als 0,05/1000 betragen oder den Anforderungen der technischen Unterlagen des Pumpenprodukts entsprechen;
(2) Bei der Montage der elastischen Hülsenbolzenkupplung sollten die Ausrichtungsabweichung der beiden Wellen und das Endspiel der Kupplung den Bestimmungen der technischen Unterlagen des Pumpenprodukts oder der einschlägigen Normen entsprechen;
(3) Bei der Montage von elastischen Lamellenkupplungen sollte die Ausrichtungsabweichung den Bestimmungen in den technischen Unterlagen des Pumpenprodukts oder den einschlägigen Normen entsprechen.
9. Bei Hochtemperaturpumpen oder Dampfturbinenpumpenaggregaten sollte der thermische Ausdehnungsfaktor während des Betriebs berücksichtigt werden. Bei der Kaltaufstellung sollte die Höhe auf einer Seite der Hochtemperatur-Betriebseinrichtung entsprechend den technischen Anforderungen des Pumpenprodukts angepasst werden, oder es sollte eine Warmaufstellung durchgeführt werden. Das heißt, wenn übermäßige Vibrationen des Aggregats festgestellt werden, nachdem die Pumpe eine Zeit lang bei Betriebstemperatur betrieben wurde, kann die Stromzufuhr nach dem Anhalten der Pumpe abgeschaltet und die Kupplungsbolzen zur Neuausrichtung gelöst werden. Wenn bei Niedertemperaturpumpen oder anderen Pumpen mit erheblichen Temperaturunterschieden zwischen Betrieb und Installation die Vibration des Aggregats nach einer gewissen Betriebszeit zunimmt, sollten ebenfalls entsprechende Anpassungen an den korrekten Wert vorgenommen werden.
Wenn die Antriebsmaschine und die Pumpe über einen Riemen angetrieben werden, sollten die Parallelität der beiden Wellen und die Abweichung der beiden Räder den Angaben in den technischen Unterlagen des Pumpenprodukts oder den einschlägigen Normen entsprechen. Der Einbau des Pumpenaggregats mit elastischer Lagerung sollte den technischen Spezifikationen des Pumpenprodukts entsprechen.
2、 Verbindung zwischen Pumpeneinheit und Rohrleitung
1. Vor der Installation der Rohrleitung sollten Sand, Eisenspäne, Schlacke und andere Verunreinigungen im Inneren der Rohrleitung einzeln entfernt werden. Rohrleitungen mit besonderen Anforderungen in den Konstruktionsunterlagen sollten entsprechend den Anforderungen in den Konstruktionsunterlagen behandelt werden.
Nach Abschluss der Installation der mit dem Pumpenaggregat verbundenen Rohrleitungen, Stützen und Aufhängungen sollten die Flanschbolzen an der Anschlussleitung entfernt werden, und alle Bolzen sollten problemlos durch die Bolzenlöcher im freien Zustand geführt werden können; die zulässige Parallelitätsabweichung zwischen den Flanschdichtungsflächen und die zulässige Koaxialitätsabweichung müssen mit den Konstruktionsunterlagen oder den technischen Unterlagen des Produkts übereinstimmen; der Abstand zwischen den zusammenpassenden Flanschflächen im freien Zustand sollte so sein, dass die Dichtung reibungslos eingelegt werden kann und der Abstand gering ist.
3. Die Öffnung an der Rohrleitung sollte vor der Installation der Rohrleitung abgeschlossen sein. Beim Öffnen der installierten Rohrleitung sollten Fremdkörper, die beim Schneiden in der Rohrleitung entstehen, entfernt werden, um zu verhindern, dass sie in die Pumpe gelangen.
4. Die an das Pumpenaggregat angeschlossene Rohrleitung sollte von der Seite des Pumpenaggregats aus installiert werden, und die Rohrstützen sollten zuerst installiert werden. Das Gewicht und das zusätzliche Drehmoment der Rohrleitung und der Ventile dürfen nicht auf das Pumpenaggregat einwirken. Weicht das zu transportierende Medium erheblich von der Umgebungstemperatur ab, sollten Kompensatoren in die Rohrleitung eingebaut werden.
5. Nach dem Anschluss der Rohrleitung an das Pumpenaggregat sollte die ursprüngliche Ausrichtungsgenauigkeit der Pumpe erneut überprüft werden. Wenn durch den Anschluss der Rohrleitung Abweichungen festgestellt werden, sollten die Rohrleitung und ihre Halterung angepasst werden.