














Sissejuhatus
Seda kasutatakse laialdaselt peitsimis- ja värvimisprotsessis autotööstuses. Elektrolüüdid värviliste metallide sulatamisel; Ioonmembraaniga naatriumhappe projekt on suurim ammoniaagi, reoveepuhastuse ja hapete lisamise protsess. Vastavalt rahvusvahelisele disainile on kõik vooluosad tihedalt vooderdatud fluormaterjaliga ja pumba laagriosa on metallist materjal. Varustatud välise lõõtsa mehaanilise tihendiga, lihvimismaterjal: alumiiniumoksiid VS tetrafluoroides, ränikarbiid VS tetrafluoroides, tsementkarbiid VS tsementkarbiid, lihvimispinda saab valida vastavalt erinevatele töötingimustele.
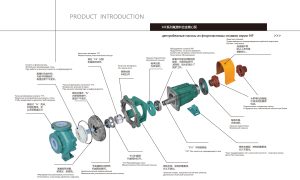
Spetsiaalne IHF tsentrifugaalpump happekindlusele
IHF fluoroplastist tsentrifugaalpump, läbivoolavad osad on valmistatud happekindlast PTFE-st, FEP-st, PFA-st, PVDF-st ja muudest plastmaterjalidest. see on ideaalne valik tööstusliku korrosioonikindluse jaoks. sellel on mehaanilised tihendid ja muhvid ning seda ajavad mootorid.
Fluorplastist tsentrifugaalpumpade peamised parameetrid:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Pea: 5m-80m (0,5bar-8bar)
- Võimsus: 1.5kw-110kw (2HP-145HP)
- Kohaldatav keskkond: Happed, alused, soolad, mis tahes kontsentratsiooniga tugevad oksüdeerijad.
- Omadused: luoriiniga vooderdatud pumba korpus pika elueaga, kompaktne konstruktsioon, kahe- ja neljaastmelised mootorid valikus.
Meie ettevõte saab vastavalt tegelikele töötingimustele valida erineva konfiguratsiooni, pakkuda täpset lahendust.

Advantage
1, laagrid: määratud kaubamärgiga laagrid, originaalne autentne, kestev töö.
2,Fluoriga vooderdatud pumba korpus: fluoriga vooderdatud sile, ei deformeeru.
3, tiivik: T-koonus, korrosioonikindel.
4, mehaaniline tihend: 12 klassi magnetiline plaat, haruldaste muldmetallide magnetiline teras.
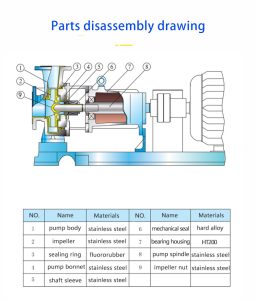
Osade lahtivõtmise joonis
Tehase fotode väljapanek

Pumpade mootorilaagrite puhastusnõuete analüüs
Laagrite demonteerimisel hoolduseks registreerige kõigepealt laagrite välimus, kinnitage järelejäänud määrdeaine kogus, võtke kontrollimiseks proovid määrdeainest ja seejärel puhastage laagrid. Puhastusvahendina kasutatakse tavaliselt bensiini ja petrooli.
Mahakantud laagrite puhastamine võib jagada jämepuhastuseks ja peenpuhastuseks. Need tuleb paigutada eraldi konteineritesse, mille põhja on asetatud metallvõrguga padjad, et laagrid ei puutuks otse kokku konteineris oleva mustusega. Kui laagrit keeratakse jämepuhastuse ajal koos mustusega, kahjustab see laagri veeremispinda ja sellele tuleb tähelepanu pöörata. Jämepuhastamisel kasutage määrdeõli ja kleepuvate ainete eemaldamiseks harja. Pärast jämedat puhastamist jätkake peenpuhastusega.
Peenpuhastus tähendab laagrite hoolikat puhastamist, pöörates neid puhastusõlis. Lisaks tuleb ka puhastusõli regulaarselt puhtana hoida. Elektrimootoreid tuleks üldiselt puhastada ja õlitada pärast 2000 töötundi. Laagrite puhastamiseks on kaks meetodit:
1) Kuuma õli puhastusmeetod: Laagrid, mis on pehmete kuivade õlide või roostetõrjepastaga kõvenenud, tuleks pikemaajalise kasutamise tõttu kastutada 100-200 ℃ juures kuumasse mootoriõli, pigistada tangidega ja puhastada laagritel olevad õliplekid harjaga. Pehme kuivõli või roostevastane pasta võib 100-200 ℃ kuumutamisel sulada, mistõttu seda on lihtne laagrite vahedest välja loputada. Mõnikord lihtsalt raputage laagrit mitu korda õlis. Õliplekid võivad ka pragudest ära voolata.
Vanade või imporditud mootorite tsentripetaalsete sfäärilaagrite puhastamisel tuleb kuulid, kuuliraamid ja sisemised rõngad horisontaalselt välja keerata välisrõngast ja seejärel sukeldada kuuma õli sisse. Lühikeste silindriliste rull-laagrite puhastamisel tuleb samuti rullid, kuulraamid, sisemised rõngad ja välisrõngad eraldada.
Kuuma õli puhastamise ajal ei tohi õli temperatuur ületada 20 ℃.
2) Üldine puhastusmeetod on leotada laagreid 5-10 minutit petrooleumis, hoida sisemist rõngast ühe käega ja keerata teise käega välisrõngast. Laagritel olev kuiv õli või roostetõrjepasta langeb maha. Seejärel asetage laager puhtasse petrooli, harjake seda pehme harjaga, puhastage õliplekid kuullaagritest ja vahedest ning peske seda üks kord bensiiniga. Pärast eemaldamist asetage see puhtale paberile. Tsentripetaalsete sfääriliste kuullaagrite ja lühikeste silindriliste rull-laagrite puhastamisel tuleb kuulid, kuuliraamid, sisemised rõngad ja välimised rõngad puhastamiseks eraldada.
Võllile paigaldatud laagrite puhastamine põhineb peamiselt õli valamise või õlipüstoliga pihustamise meetodil. Lihtsalt puhastatavate õliplekkide puhul kasutatakse esmalt petrooli ja seejärel bensiini; raskesti puhastatavate õliplekkide puhul loputatakse esmalt 100-200 ℃ kuuma mootoriõliga või pihustatakse õlipüstoliga ja seejärel puhastatakse bensiiniga. Olge ettevaatlik, et mitte kasutada laagrite kraapimiseks teravaid tööriistu: kõvad õliplekid või rooste võivad kahjustada laagrite veeremielementide ja soonrõngaste osade siledust, ja puhastage laagrid puhta lapiga.
Millele tuleb torustike ühendamisel tähelepanu pöörata, kui paigaldatakse happe-, leelis- ja korrosioonikindlaid pumpasid?
Korrosiooni-, happe- ja leeliskindlad pumbad jagunevad üldiselt korrosiooni-, happe- ja leeliskindlateks tsentrifugaalpumpadeks ja korrosiooni-, happe- ja leeliskindlateks magnetpumpadeks. Torustike ühendamisel tuleb need kõigepealt joondada. Millised on korrosiooni-, happe- ja leeliskindlate pumpade komplektide paigaldamise ja joondamise nõuded? Kui kõik on valmis, millele tuleb torustike ühendamisel tähelepanu pöörata?
1、 Tehnilised nõuded korrosiooni-, happe- ja leeliskindlate pumbaüksuste paigaldamiseks ja häälestamiseks
1. Pumbaüksuste paigaldamine ja ehitamine peab toimuma vastavalt asjakohastele standarditele. Kui toote tehnilistes dokumentides on muid nõudeid, tuleb paigaldamine ja vastuvõtmine teostada vastavalt toote tehnilistes dokumentides esitatud nõuetele.
2. Pumbaüksuse paigutus, joondamine ja nivelleerimine peab vastama järgmistele nõuetele:
(1) Tasapinnalisuse lubatud kõrvalekalle on 0,05 mm/m pikisuunas ja 0 põikisuunas 10 mm/m.
(2) Lubatud kõrvalekalle piki- ja põikisuunaliste keskjoonte vahel on 5 mm;
(3) Lubatud kõrguse kõrvalekalle on ± 5 mm. Teiste seadmetega ühendatud seadmete puhul on lubatud kõrguste kõrvalekalle ± 2 mm;
3. Pärast pumbaüksuse esialgset joondamist on soovitatav ankurduspoltide augud 24 tunni jooksul injekteerida; injekteerimise ajal ei tohiks ankurduspoltide vertikaalsus ületada 0,15/1000m; injekteerimismaterjal peaks olema ühe klassi võrra kõrgem kui pumbaüksuse vundamendi betooniklass ja seda tuleks pidevalt kasutada.
Kui ankurduspoldi reserveeritud augus oleva betooni tugevus saavutab 75% või rohkem projekteeritud tugevusest, võib ankurduspoldi kinnitada.
5. Paigaldamise võrdlusmõõtepunktid tuleks valida järgmistest kohtadest:
(1) Pumba paigaldamine tervikuna peaks põhinema sisselaskeflansi pinnal või muudel horisontaalsetel töötlemispindadel;
(2) Võtke pump lahti ja paigaldage see pumba korpuse mehaanilise pinna alusel;
(3) Vertikaalne pump, mis põhineb haakeseadisel või mootori alusel; Pöörlev pump põhineb korpuse liuguril, laagri istmel, võlli avatud osadel või muudel töödeldud pindadel.
6. Pumbaüksus tuleb tasandada ja joondada alusplaatidega, mis peavad vastama järgmistele nõuetele:
(1) Padjaraua peaks olema ankurduspoldi mõlemale küljele lähedal. Kui ankurduspoltide vaheline keskkaugus ületab 1 m, tuleks ankurduspoltide vahele lisada täiendav padjaraua. Tugiraua kogukõrgus peaks üldiselt jääma vahemikku 20-40 mm;
(2) Kasutage väikese vasaraga koputamist ja kontrollige padjaraua rühma tihedust, ja seal ei tohiks olla lõtvust;
(3) Kasutage 0,05 mm taktimõõturit, et kontrollida alusplaatide vahelist ning alusplaatide ja aluse vahelist tühimikku. Mõlemalt poolt samale lõhepinnale sisestatud alusplaatide pikkuste summa ei tohiks ületada ühte kolmandikku alusplaatide pikkusest (laiusest); Pärast kontrolli läbimist teostage õigeaegselt padjaraua rühma kihtide vaheline positsioneerimiskeevitus.
7. Pärast pumbaüksuse tasandamist ja joondamist pingutage ankurduspoldid ning veenduge, et poldide pingutamismoment ja telgsuunaline tõmbejõud vastavad standarditele või kindlaksmääratud nõuetele.
8. Telje joondamine tuleb teostada pärast ankurduspoltide pingutamist. Kuigi pumba tehas on enne tehasest väljumist selle kokkupaneku ja kalibreerimise lõpetanud, tuleb haakeseade transpordi ja paigaldusprotsesside tõttu uuesti kalibreerida. Tavaliselt kasutatakse muhvi otsa- ja radiaaljooksu mõõtmiseks mõõteriista. Joondamishälve peaks vastama:
(1) äärikmuhvi kokkupanekul peaksid muhvi kahe poole otsapinnad olema tihedas kokkupuutes ja kahe võlli joondamise kõrvalekalde radiaalne nihkumine peaks olema väiksem kui 0 03 mm, aksiaalne kalle peaks olema väiksem kui 0,05/1000 või vastavalt pumbatoodete tehniliste dokumentide nõuetele;
(2) Elastse muhvipoldi haakeseadise kokkupanekul peaks kahe võlli joondamise kõrvalekalle ja haakeseadise otsasisene vahe vastama pumba toote tehniliste dokumentide või asjakohaste standardite sätetele;
(3) Lamineeritud elastsete haakeseadiste kokkupanekul peaks joondamishälve vastama pumba tehniliste dokumentide või asjakohaste standardite sätetele.
9. Kõrge temperatuuriga pumpade või auruturbiinpumpade puhul tuleb arvestada soojuspaisumistegurit töö ajal. Külma paigaldamise ajal tuleks kõrgel temperatuuril töötava seadme ühe külje kõrgust reguleerida vastavalt pumba toote tehnilistele nõuetele või tuleks teostada kuuma joondamine. See tähendab, et kui pärast seda, kui pumba käitamist töötemperatuuril mõnda aega on täheldatud seadme liigset vibratsiooni, võib pärast pumba peatamist voolu katkestada ja uuesti joondamiseks ühenduspoldid lahti ühendada. Kui madalal temperatuuril töötavate pumpade või muude pumpade puhul, mille temperatuuri erinevus käitamise ja paigaldamise vahel on märkimisväärne, tuleb juhul, kui seadme vibratsioon pärast mõnda aega kestnud töötamist suureneb, samuti teha asjakohased reguleerimised õigele väärtusele.
Kui ajamit ja pumpa ajab rihm, peavad kahe võlli paralleelsus ja kahe ratta kõrvalekalle vastama pumba tehnilistes dokumentides või asjakohastes standardites esitatud spetsifikatsioonidele. Pumbaüksuse paigaldamine koos elastsete tugedega peab vastama pumba toote tehnilistele spetsifikatsioonidele.
2、 Ühendus pumbaüksuse ja torustiku vahel
1. Enne torustiku paigaldamist tuleb liiv, rauajäätmed, räbu ja muu prahi torujuhtme seest ükshaaval eemaldada. Projekteerimisdokumentides esitatud erinõuetega torustikke tuleb töödelda vastavalt projekteerimisdokumentides esitatud nõuetele.
Pärast pumbaüksusega ühendatud torustike, tugede ja riputite paigaldamise lõpetamist tuleb ühendustorustiku äärikepoldid eemaldada ja kõik poldid peavad vabas olekus sujuvalt läbi poltide aukude kulgema; ääriku tihenduspindade vaheline lubatud paralleelsuse kõrvalekalle ja lubatud koaksiaalsuse kõrvalekalle peab olema kooskõlas projekteerimisdokumentidega või toote tehniliste dokumentidega; vabas olekus peab ääriku vastastikku ühendatud pindade vaheline kaugus olema selline, et tihendit saab sujuvalt sisestada ja vahemaa on väike.
3. Torustiku avamine tuleb lõpetada enne torustiku paigaldamist. Paigaldatud torustiku avamisel tuleb torustiku sees lõikamisel tekkinud võõrkehad puhastada, et vältida nende sattumist pumpa.
4. Pumbaüksusega ühendatud torustik tuleb paigaldada pumbaüksuse poolelt ja kõigepealt tuleb paigaldada torukinnitused. Torustiku ja ventiilide kaal ja lisamoment ei tohiks mõjuda pumbaüksusele. Kui transporditav keskkond erineb oluliselt ümbritseva keskkonna temperatuurist, tuleks torustikku paigaldada paisupaigaldused.
5. Pärast torustiku ühendamist pumbaüksusega tuleb uuesti kontrollida pumba algset joondustäpsust. Kui torujuhtme ühendamisest tulenevad kõrvalekalded avastatakse, tuleb torujuhtme ja selle tugi reguleerida.