














Introducere
Este utilizat pe scară largă în procesul de decapare și vopsire în producția de automobile. Electroliți în topirea metalelor neferoase; Proiectul de sodă caustică cu membrană ionică este cel mai mare proces de amoniac, tratare a apelor reziduale și adăugare de acid. În conformitate cu designul internațional, părțile de curgere sunt toate căptușite strâns cu material fluor, iar partea de rulment a pompei este din material metalic. Echipată cu etanșare mecanică externă cu burduf, material de rectificare: alumină VS tetrafluoroizi, carbură de siliciu VS tetrafluoroizi, carbură cimentată VS carbură cimentată, suprafața de rectificare poate fi selectată în funcție de diferite condiții de lucru.
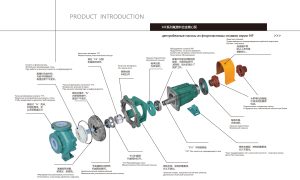
Pompă centrifugă specială IHF pentru rezistență la acid
Pompă centrifugă din fluoroplastic IHF, părțile de curgere sunt realizate din PTFE, FEP, PFA, PVDF și alte materiale plastice rezistente la acizi. este o alegere ideală pentru rezistența industrială la coroziune. are garnituri mecanice și cuplaje și este acționată de motoare.
Parametrii principali ai pompei centrifugale din plastic fluorat:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Cap: 5m-80m (0.5bar-8bar)
- Putere: 1.5kw-110kw (2HP-145HP)
- Mediu aplicabil: Acizi, baze, săruri, oxidanți puternici de orice concentrație
- Caracteristici: carcasa pompei căptușită cu luorină cu durată lungă de viață, structură compactă, motoare cu două și patru trepte pentru selecție.
Compania noastră poate, în funcție de condițiile reale de lucru, să aleagă diferite configurații, să ofere o soluție precisă.

Avantaj
1, Rulmenți: rulmenți de marcă desemnați, autentici originali, funcționare de durată.
2,Carcasa pompei căptușită cu fluor: căptușită cu fluor, netedă, nu se va deforma.
3, Rotor: Conică în T, rezistentă la coroziune.
4, etanșare mecanică: țiglă magnetică de grad 12, oțel magnetic din pământuri rare.
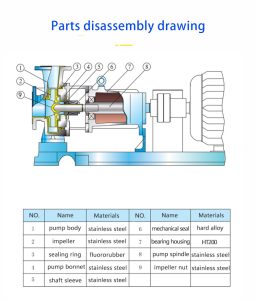
Desen de dezasamblare a pieselor
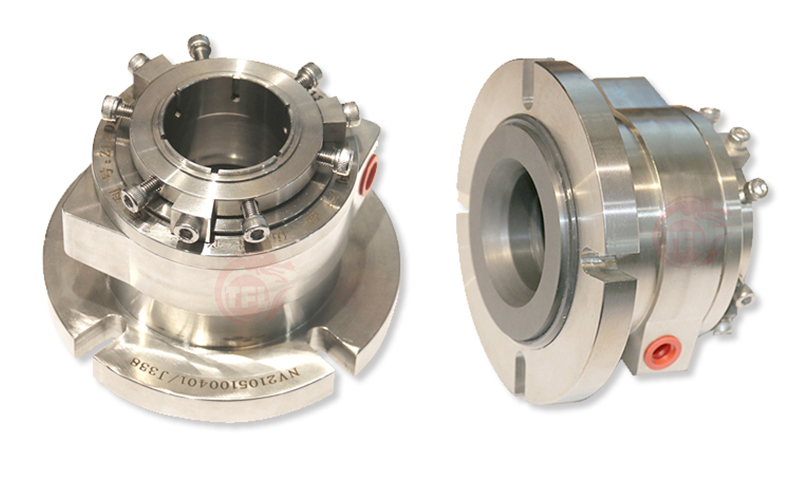
Afișaj foto din fabrică

Analiza cerințelor de curățare pentru rulmenții motoarelor pompelor
Atunci când demontați rulmenții pentru întreținere, înregistrați mai întâi aspectul rulmenților, confirmați cantitatea rămasă de lubrifiant, luați mostre de lubrifiant pentru inspecție și apoi curățați rulmenții. Ca agent de curățare, se folosesc în general benzina și kerosenul.
Curățarea rulmenților demontați poate fi împărțită în curățare grosieră și curățare fină. Acestea trebuie plasate separat în containere, cu tampoane din plasă metalică plasate în partea de jos pentru a preveni contactul direct al rulmenților cu murdăria din container. În timpul curățării grosiere, dacă rulmentul este rotit cu murdărie, aceasta va deteriora suprafața de rulare a rulmentului și trebuie acordată atenție. În uleiul de curățare grosieră, utilizați o perie pentru a îndepărta unsoarea lubrifiantă și substanțele adezive. După curățarea grosieră, treceți la curățarea fină.
Curățarea fină se referă la curățarea cu atenție a rulmenților în timpul rotirii acestora în ulei de curățare. În plus, uleiul de curățare ar trebui, de asemenea, menținut curat în mod regulat. În general, motoarele electrice ar trebui curățate și lubrifiate după 2000 de ore de utilizare. Există două metode de curățare pentru rulmenți:
1) Metoda de curățare cu ulei fierbinte: Datorită utilizării prelungite, rulmenții care s-au întărit cu ulei uscat moale sau pastă antirugină trebuie scufundați în ulei de motor fierbinte la 100-200 ℃, prinși cu clești și curățați petele de ulei de pe rulmenți cu o perie. Uleiul moale uscat sau pasta antirugină se pot topi atunci când sunt încălzite la 100-200 ℃, făcându-le ușor de curățat din golurile din rulmenți. Uneori, doar scuturați rulmentul de mai multe ori în ulei. Petele de ulei pot curge, de asemenea, departe de fisuri.
La curățarea rulmenților sferici centripeli ai motoarelor vechi sau importate, bilele, cadrele cu bile și inelele interioare trebuie scoase prin rotație orizontală din inelul exterior și apoi scufundate în ulei fierbinte. La curățarea rulmenților cu role cilindrice scurte, rolele, cadrele cu bile, inelele interioare și inelele exterioare trebuie, de asemenea, separate.
În timpul curățării uleiului fierbinte, temperatura uleiului nu trebuie să depășească 20 ℃.
2) Metoda generală de curățare este să înmuiați rulmenții în kerosen timp de 5-10 minute, să țineți inelul interior cu o mână și să rotiți inelul exterior cu cealaltă mână. Uleiul uscat sau pasta de prevenire a ruginii de pe rulmenți va cădea. Apoi puneți rulmentul în kerosen curat, periați-l cu o perie moale, curățați petele de ulei din rulmenții cu bile și spațiile libere și spălați-l o dată în benzină. După ce l-ați îndepărtat, așezați-l pe hârtie curată. La curățarea rulmenților cu bile sferice centripetă și a rulmenților cu role cilindrice scurte, bilele, suporturile de bile, inelele interioare și inelele exterioare trebuie separate pentru curățare.
Curățarea rulmenților instalați pe arbore se bazează în principal pe metoda de turnare a uleiului sau de pulverizare cu un pistol de ulei. Pentru petele de ulei ușor de curățat, se utilizează mai întâi kerosen și apoi benzină; Petele de ulei greu de curățat, se clătesc mai întâi cu 100-200 ℃ ulei de motor fierbinte sau se pulverizează cu un pistol de ulei și apoi se curăță cu benzină. Aveți grijă să nu folosiți unelte ascuțite pentru a răzui rulmenții: petele dure de ulei sau rugina pot deteriora netezimea elementelor de rulare și a părților inelare cu caneluri ale rulmenților și curățați rulmenții cu o cârpă curată.
La ce trebuie să se acorde atenție la conectarea la conducte atunci când se instalează pompe rezistente la acizi, alcalii și coroziune?
Pompele anti-coroziune, rezistente la acizi și alcalii sunt în general împărțite în pompe centrifugale anti-coroziune, rezistente la acizi și alcalii și pompe magnetice anti-coroziune, rezistente la acizi și alcalii. Atunci când conectați conductele, este necesar să le aliniați mai întâi. Care sunt cerințele pentru instalarea și alinierea seturilor de pompe anti-coroziune, rezistente la acid și alcalii? După ce totul este gata, la ce trebuie să se acorde atenție atunci când se conectează la conducte?
1, Cerințe tehnice pentru instalarea și alinierea agregatelor de pompare rezistente la coroziune, acizi și alcali
1. Instalarea și construcția unităților de pompare trebuie efectuate în conformitate cu standardele relevante. Atunci când există alte cerințe în documentele tehnice ale produsului, instalarea și recepția trebuie efectuate în conformitate cu cerințele din documentele tehnice ale produsului.
2. Poziționarea, alinierea și nivelarea unității de pompare trebuie să îndeplinească următoarele cerințe:
(1) Abaterea admisă pentru planeitate este de 0,05 mm/m în direcția longitudinală și 0 în direcția transversală 10 mm/m.
(2) Abaterea admisă între liniile centrale longitudinale și transversale este de 5 mm;
(3) Abaterea permisă în elevație este de ± 5 mm. Pentru cele conectate la alte echipamente, abaterea admisă în înălțime este de ± 2 mm;
3. După calificarea alinierii inițiale a unității de pompare, este recomandabil să se umple găurile șuruburilor de ancorare în termen de 24 de ore; în timpul umplerii, verticalitatea șuruburilor de ancorare nu trebuie să depășească 0,15/1000m; materialul de umplere trebuie să fie cu un grad mai mare decât gradul de beton al fundației unității de pompare și trebuie aplicat continuu.
Atunci când rezistența betonului de injecție din gaura rezervată a șurubului de ancorare atinge 75% sau mai mult din rezistența de proiectare, se poate efectua fixarea șurubului de ancorare.
5. Punctele de măsurare de referință ale instalației trebuie să fie selectate din următoarele poziții:
(1) Pompa instalată ca întreg trebuie să se bazeze pe suprafața flanșei de admisie sau pe alte suprafețe de referință de prelucrare orizontală;
(2) Demontați și instalați pompa pe baza suprafeței de prelucrare a corpului pompei;
(3) Pompă verticală, bazată pe cuplaj sau pe baza motorului; O pompă alternativă se bazează pe glisiera corpului, pe scaunul rulmentului, pe părțile expuse ale arborelui sau pe alte suprafețe prelucrate.
6. Unitatea de pompare trebuie nivelată și aliniată cu șaibe, care trebuie să îndeplinească următoarele cerințe:
(1) Fierul de protecție trebuie să fie aproape de ambele părți ale șurubului de ancorare. În cazul în care distanța centrală dintre bolțurile de ancorare depășește 1 m, ar trebui să se adauge fier de căptușeală suplimentar între bolțurile de ancorare. Înălțimea totală a fierului de umplutură ar trebui să fie controlată, în general, între 20-40 mm;
(2) Utilizați un ciocan mic pentru a bate și a verifica etanșeitatea grupului de fier pad, și nu ar trebui să existe nici o slăbiciune;
(3) Utilizați un palpator de 0,05 mm pentru a verifica spațiul dintre șaibe și dintre șaibe și bază. Suma lungimilor șaibelor introduse din ambele părți pe aceeași suprafață de decalaj nu trebuie să depășească o treime din lungimea (lățimea) șaibelor; După trecerea inspecției, efectuați în timp util sudarea de poziționare între straturile grupului de fier pentru plăcuțe.
7. După ce unitatea de pompare este nivelată și aliniată, strângeți șuruburile de ancorare și asigurați-vă că cuplul de strângere și tensiunea de tracțiune axială a șuruburilor îndeplinesc standardele sau cerințele specificate.
8. Alinierea axelor trebuie efectuată după strângerea șuruburilor de ancorare. Deși fabrica de pompe a finalizat asamblarea și calibrarea înainte de a părăsi fabrica, cuplajul trebuie recalibrat din cauza proceselor de transport și instalare. De obicei, se utilizează un comparator pentru a măsura abaterea finală și radială a cuplajului. Deviația de aliniere trebuie să respecte:
(1) La asamblarea cuplajului cu flanșă, fețele frontale ale celor două jumătăți ale cuplajului trebuie să fie în contact strâns, iar deplasarea radială a deviației de aliniere a celor doi arbori trebuie să fie mai mică de 0 03 mm, înclinarea axială trebuie să fie mai mică de 0,05/1000 sau în conformitate cu cerințele documentelor tehnice ale produsului pompei;
(2) La asamblarea cuplajului pin cu manșon elastic, abaterea de aliniere a celor doi arbori și jocul final al cuplajului trebuie să respecte prevederile documentelor tehnice ale produsului pompei sau standardele relevante;
(3) La asamblarea cuplajelor flexibile laminate, abaterea de aliniere trebuie să respecte prevederile din documentele tehnice ale produsului pompei sau standardele relevante.
9. Pentru pompele de înaltă temperatură sau unitățile de pompare cu turbină cu abur, trebuie luat în considerare factorul de dilatare termică în timpul funcționării. În timpul instalării la rece, înălțimea de pe o parte a echipamentului de funcționare la temperaturi ridicate trebuie ajustată în funcție de cerințele tehnice ale produsului pompei sau trebuie efectuată alinierea la cald. Adică, dacă se constată vibrații excesive ale unității după ce pompa este exploatată la temperatura de funcționare pentru o perioadă de timp, alimentarea poate fi întreruptă după oprirea pompei, iar șuruburile de cuplare pot fi deconectate pentru realiniere. În cazul pompelor cu temperatură scăzută sau al altor pompe cu diferențe semnificative de temperatură între funcționare și instalare, dacă vibrația unității crește după funcționarea pentru o perioadă de timp, trebuie efectuate și ajustările corespunzătoare la valoarea corectă.
Atunci când mașina de acționare și pompa sunt acționate de o curea, paralelismul celor doi arbori și abaterea celor două roți trebuie să respecte specificațiile din documentele tehnice ale produsului pompă sau standardele relevante. Instalarea unității de pompare cu suporturi elastice trebuie să respecte specificațiile tehnice ale produsului de pompare.
2, Conexiune între unitatea de pompare și conductă
1. Înainte de instalarea conductei, nisipul, pilitura de fier, zgura și alte resturi din interiorul conductei trebuie îndepărtate una câte una. Conductele cu cerințe speciale în documentele de proiectare trebuie tratate în conformitate cu cerințele din documentele de proiectare.
După finalizarea instalării conductelor, a suporturilor și a dispozitivelor de suspendare conectate la unitatea de pompare, șuruburile flanșei de pe conducta de conectare trebuie îndepărtate, iar toate șuruburile trebuie să poată trece fără probleme prin orificiile pentru șuruburi în stare liberă; Deviația de paralelism admisibilă între suprafețele de etanșare ale flanșei și deviația de coaxialitate admisibilă trebuie să fie în conformitate cu documentele de proiectare sau cu documentele tehnice ale produsului; Distanța dintre fețele flanșei de potrivire în stare liberă trebuie să fie astfel încât garnitura să poată fi introdusă fără probleme, iar distanța să fie mică.
3. Deschiderea conductei trebuie să fie finalizată înainte de instalarea conductei. La deschiderea pe conducta instalată, obiectele străine generate de tăierea în interiorul conductei trebuie curățate pentru a preveni pătrunderea lor în pompă.
4. Conducta conectată la unitatea de pompare trebuie instalată din partea unității de pompare, iar suporturile conductei trebuie instalate mai întâi. Greutatea și cuplul suplimentar al conductei și al supapelor nu trebuie să acționeze asupra unității de pompare. În cazul în care mediul transportat diferă semnificativ de temperatura mediului ambiant, în conductă trebuie instalate rosturi de dilatare.
5. După conectarea conductei la unitatea de pompare, trebuie verificată din nou precizia de aliniere inițială a pompei. În cazul în care se constată abateri datorate conectării conductei, conducta și suportul acesteia trebuie ajustate.