














Ievads
To plaši izmanto kodināšanas un krāsošanas procesā automobiļu ražošanā. Elektrolīti krāsaino metālu kausēšanā; jonu membrānas kaustiskās sodas projekts ir lielākais amonjaka, notekūdeņu attīrīšanas un skābes pievienošanas process. Saskaņā ar starptautisko dizainu visas plūsmas daļas ir cieši oderētas ar fluora materiālu, un sūkņa gultņu daļa ir no metāla materiāla. Aprīkots ar ārējo silfonu mehānisko blīvējumu, slīpēšanas materiāls: alumīnija oksīds VS tetrafluoroidi, silīcija karbīds VS tetrafluoroidi, cementa karbīds VS cementa karbīds, slīpēšanas virsmu var izvēlēties atbilstoši dažādiem darba apstākļiem.
Īpašs IHF centrbēdzes sūknis izturībai pret skābēm
IHF fluoroplastmasas centrbēdzes sūknis, caurplūdes daļas ir izgatavotas no skābes izturīga PTFE, FEP, PFA, PVDF un citiem plastmasas materiāliem. tas ir ideāla izvēle rūpnieciskai izturībai pret koroziju. tam ir mehāniski blīvējumi un savienojumi, un to darbina motori.
Fluora plastmasas centrbēdzes sūkņa galvenie parametri:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Galva: 5m-80m (0,5bar-8bar)
- Jauda: 1,5 kW-110 kW (2HP-145HP)
- Piemērojamais medijs: Skābes, bāzes, sāļi, spēcīgi oksidanti ar jebkādu koncentrāciju
- Raksturlielumi: ar luorīnu oderēts sūkņa korpuss ar ilgu kalpošanas laiku, kompakta konstrukcija, divpakāpju un četru pakāpju motori pēc izvēles.
Mūsu uzņēmums var atbilstoši faktiskajam darba stāvoklim izvēlēties dažādas konfigurācijas, nodrošināt precīzu risinājumu.

Priekšrocība
1, Gultņi: norādīti zīmola gultņi, oriģināli autentiski, ilgstoša darbība.
2,Sūkņa korpuss ar fluora oderējumu: ar fluoru oderēts gluds, nedeformējas.
3, lāpstiņritenis: T-veida, izturīgs pret koroziju.
4, Mehāniskais blīvējums: 12 pakāpes magnētiskā plāksne, retzemju magnētiskais tērauds.
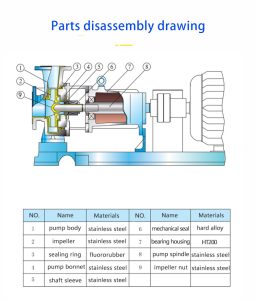
Detaļu demontāžas rasējums
Rūpnīcas foto displejs

Sūkņu motoru gultņu tīrīšanas prasību analīze
Izjaucot gultņus tehniskās apkopes nolūkā, vispirms reģistrējiet gultņu izskatu, pārliecinieties par atlikušo smērvielas daudzumu, paņemiet smērvielas paraugus pārbaudei un pēc tam notīriet gultņus. Kā tīrīšanas līdzekli parasti izmanto benzīnu un petroleju.
Demontēto gultņu tīrīšanu var iedalīt rupjā un smalkajā tīrīšanā. Tie jānovieto konteineros atsevišķi, apakšā novietojot metāla sieta spilventiņus, lai novērstu gultņu tiešu saskari ar konteinerā esošajiem netīrumiem. Rupjās tīrīšanas laikā, ja gultnis tiek rotēts ar netīrumiem, tas bojās gultņa rites virsmu, un tam jāpievērš uzmanība. Veicot rupju tīrīšanu ar eļļu, izmantojiet birsti, lai noņemtu smērvielu un lipīgās vielas. Pēc rupjas tīrīšanas turpiniet smalko tīrīšanu.
Smalka tīrīšana nozīmē rūpīgu gultņu tīrīšanu, griežot tos tīrīšanas eļļā. Turklāt tīrīšanas eļļa arī regulāri jāuztur tīra. Elektromotori parasti jātīra un jāeļļo pēc 2000 lietošanas stundām. Ir divas gultņu tīrīšanas metodes:
1) Karstas eļļas tīrīšanas metode: Sakarā ar ilgstošu lietošanu gultņi, kas ir sacietējuši ar mīkstu sausu eļļu vai pretkorozijas pastu, jāiegremdē karstā motoreļļā 100-200 ℃ temperatūrā, jāsaspiež ar knaiblēm un ar suku jānotīra no eļļas traipiem uz gultņiem. Mīkstā sausā eļļa vai pretkorozijas pasta var izkust, uzkarsējot līdz 100-200 ℃ temperatūrai, tāpēc to var viegli izskalot no gultņu spraugām. Dažreiz vienkārši vairākas reizes sakratiet gultni eļļā. Eļļas traipi var arī izplūst no plaisām.
Tīrot vecu vai importētu motoru centripetālos sfēriskos gultņus, lodītes, lodīšu ietvarus un iekšējos gredzenus horizontāli jāpagriež no ārējā gredzena un pēc tam iegremdē karstā eļļā. Tīrot īsos cilindriskos rullīšu gultņus, rullīši, lodīšu ietvari, iekšējie gredzeni un ārējie gredzeni arī jāatdala.
Karstas eļļas tīrīšanas laikā eļļas temperatūra nedrīkst pārsniegt 20 ℃.
2) Vispārējā tīrīšanas metode ir iemērkt gultņus petrolejā uz 5-10 minūtēm, ar vienu roku turēt iekšējo gredzenu un ar otru roku griezt ārējo gredzenu. Sausā eļļa vai rūsas novēršanas pasta uz gultņiem nokritīs. Pēc tam ievietojiet gultni tīrā petrolejā, notīriet to ar mīkstu birstīti, notīriet eļļas traipus lodīšu gultņos un spraugās un vienu reizi nomazgājiet benzīnā. Pēc izņemšanas novietojiet to uz tīra papīra. Tīrot centripetālos sfēriskos lodīšu gultņus un īsos cilindriskos rullīšu gultņus, tīrīšanai jāatdala lodītes, lodīšu statņi, iekšējie gredzeni un ārējie gredzeni.
Uz vārpstas uzstādīto gultņu tīrīšana galvenokārt balstās uz eļļas ielejšanas vai izsmidzināšanas metodi ar eļļas pistoli. Viegli tīrāmiem eļļas traipiem vispirms izmanto petroleju un pēc tam benzīnu; grūti tīrāmiem eļļas traipiem vispirms izskalo ar 100-200 ℃ karstu motoreļļu vai izsmidzina ar eļļas pistoli un pēc tam tīra ar benzīnu. Esiet uzmanīgi un nelietojiet asus instrumentus, lai nokasītu gultņus: cietie eļļas traipi vai rūsas var sabojāt gultņu ritošā elementa un rievgriežu gredzenu daļu gludumu, un tīriet gultņus ar tīru drānu.
Kam jāpievērš uzmanība, pieslēdzoties pie cauruļvadiem, uzstādot skābju, sārmu un korozijizturīgus sūkņus?
Pretkorozijas, skābju un sārmu izturīgos sūkņus parasti iedala pretkorozijas, skābju un sārmu izturīgos centrbēdzes sūkņos un pretkorozijas, skābju un sārmu izturīgos magnētiskos sūkņos. Savienojot cauruļvadus, vispirms tie ir jāsaskaņo. Kādas ir prasības pretkorozijas, skābju un sārmu izturīgu sūkņu komplektu uzstādīšanai un saskaņošanai? Kad viss ir gatavs, kam jāpievērš uzmanība, pieslēdzot cauruļvadus?
1、 Tehniskās prasības pretkorozijas, skābju un sārmu izturīgu sūkņu bloku uzstādīšanai un regulēšanai
1. Sūkņu bloku uzstādīšana un būvniecība jāveic saskaņā ar attiecīgajiem standartiem. Ja izstrādājuma tehniskajos dokumentos ir citas prasības, uzstādīšana un pieņemšana jāveic saskaņā ar izstrādājuma tehniskajos dokumentos noteiktajām prasībām.
2. Sūkņa bloka novietojumam, izlīdzināšanai un izlīdzināšanai jāatbilst šādām prasībām:
(1) Pieļaujamā novirze attiecībā uz līdzenumu ir 0,05 mm/m garenvirzienā un 0 šķērsvirzienā 10 mm/m.
(2) Pieļaujamā novirze starp garenisko un šķērsenisko centra līniju ir 5 mm;
(3) Pieļaujamā augstuma novirze ir ± 5 mm. Tiem, kas savienoti ar citām iekārtām, pieļaujamā augstuma novirze ir ± 2 mm;
3. Pēc tam, kad sūkņa iekārtas sākotnējā izlīdzināšana ir pabeigta, ieteicams 24 stundu laikā aizcementēt enkurskrūvju atveres; injektēšanas laikā enkurskrūvju vertikalitāte nedrīkst pārsniegt 0,15/1000 m; injektēšanas materiālam jābūt par vienu pakāpi augstākam par sūkņa iekārtas pamatu betona pakāpi, un tas jālieto nepārtraukti.
Kad injektējošā betona stiprība enkurskrūves rezervētajā atverē sasniedz 75% vai vairāk no projektētās stiprības, var veikt enkurskrūves stiprināšanu.
5. Uzstādīšanas atskaites mērījumu punkti jāizvēlas no šādām pozīcijām:
(1) Uzstādītajam sūknim kopumā jābalstās uz ieplūdes atloka virsmas vai citām horizontālām apstrādes atskaites virsmām;
(2) Sūkni izjauc un uzstāda, pamatojoties uz sūkņa korpusa virsmas apstrādi;
(3) Vertikālais sūknis, pamatojoties uz sakabes vai motora pamatni; virzuļsūknis balstās uz korpusa slīdni, gultņa ligzdu, vārpstas atklātajām daļām vai citām apstrādātām virsmām.
6. Sūkņa bloks jāizlīdzina un jāsaskaņo ar starplikām, kurām jāatbilst šādām prasībām:
(1) Tērauda spilventiņam jābūt tuvu abām enkurskrūves pusēm. Ja centra attālums starp enkurskrūvēm pārsniedz 1 m, starp enkurskrūvēm jāpievieno papildu spilventiņš. Kopējais paliktņu dzelzs augstums parasti jākontrolē 20-40 mm robežās;
(2) Izmantojiet nelielu āmuru, lai pieskarieties un pārbaudiet spilventiņu dzelzs grupas hermētiskumu, un nedrīkst būt nekādas vaļības;
(3) Izmantojiet 0,05 mm mērierīci, lai pārbaudītu atstarpi starp starplikām un starplikām un pamatni. No abām pusēm uz vienas un tās pašas spraugas virsmas ievietoto starplikas garumu summai nevajadzētu pārsniegt vienu trešdaļu no starplikas garuma (platuma); Pēc pārbaudes izturēšanas savlaicīgi veikt pozicionēšanas metināšanu starp spilventiņu dzelzs grupas slāņiem.
7. Pēc sūkņa bloka izlīdzināšanas un izlīdzināšanas pievelciet enkurskrūves un pārliecinieties, ka skrūvju pievilkšanas moments un aksiālā stiepes spriedze atbilst standartiem vai noteiktajām prasībām.
8. Pēc enkurskrūvju pievilkšanas jāveic asu izlīdzināšana. Lai gan sūkņa rūpnīca ir pabeigusi tā montāžu un kalibrēšanu pirms izvešanas no rūpnīcas, transportēšanas un uzstādīšanas procesu dēļ sakabe ir atkārtoti jākalibrē. Parasti sakabes gala un radiālā novirzes mērīšanai izmanto ciparmetru. Izlīdzināšanas novirzei jāatbilst:
(1) Montējot atloka sakabi, abu sakabes puspāru galiem jābūt ciešā kontaktā, un abu vārpstu izlīdzināšanas novirzes radiālajam pārvietojumam jābūt mazākam par 0 03 mm, aksiālajam slīpumam jābūt mazākam par 0,05/1000 vai saskaņā ar sūkņa produkta tehnisko dokumentu prasībām;
(2) Montējot elastīgo uzmavas tapas sakabi, abu vārpstu izlīdzināšanas novirzei un sakabes gala klīrensam jāatbilst sūkņa produkta tehnisko dokumentu vai attiecīgo standartu noteikumiem;
(3) Montējot laminētas lokanās savienotājzmavas, izlīdzināšanas novirzei jāatbilst sūkņa produkta tehniskajos dokumentos vai attiecīgajos standartos noteiktajām prasībām.
9. Augsttemperatūras sūkņiem vai tvaika turbīnu sūkņu iekārtām jāņem vērā termiskās izplešanās koeficients ekspluatācijas laikā. Aukstās uzstādīšanas laikā augsttemperatūras darba aprīkojuma vienas puses pacēlums jāpielāgo atbilstoši sūkņa izstrādājuma tehniskajām prasībām vai jāveic karstā izlīdzināšana. Tas ir, ja pēc tam, kad sūknis kādu laiku darbojas darba temperatūrā, tiek konstatēta pārmērīga iekārtas vibrācija, pēc sūkņa apturēšanas var atslēgt strāvas padevi un atvienot savienojuma skrūves, lai veiktu atkārtotu regulēšanu. Ja zemas temperatūras sūkņiem vai citiem sūkņiem ar ievērojamām temperatūras atšķirībām starp ekspluatācijas un uzstādīšanas laiku, ja agregāta vibrācija palielinās pēc tam, kad tas kādu laiku ir darbojies, arī jāveic attiecīgi regulējumi līdz pareizai vērtībai.
Ja piedziņas mašīnu un sūkni darbina ar siksnu, abu vārpstu paralēlismam un abu riteņu novirzei jāatbilst specifikācijām, kas norādītas sūkņa produkta tehniskajos dokumentos vai attiecīgajos standartos. Sūkņa agregāta uzstādīšanai ar elastīgiem balstiem jāatbilst sūkņa izstrādājuma tehniskajām specifikācijām.
2、 Savienojums starp sūkņa bloku un cauruļvadu
1. Pirms cauruļvada montāžas no cauruļvada iekšpuses pa kārtām jānoņem smiltis, dzelzs skaidas, izdedži un citi gruži. Cauruļvadi, kuriem projektēšanas dokumentos ir noteiktas īpašas prasības, jāapstrādā saskaņā ar projektēšanas dokumentos noteiktajām prasībām.
Pēc tam, kad ir pabeigta ar sūkņa bloku savienoto cauruļvadu, balstu un piekaramo ierīču montāža, atloka skrūves uz savienojošās caurules ir jānoņem, un visām skrūvēm ir jābūt brīvām, lai tās varētu netraucēti iziet cauri skrūvju atverēm; pieļaujamajai paralēlisma novirzei starp atloka blīvējuma virsmām un pieļaujamajai koaksialitātes novirzei jāatbilst projektēšanas dokumentiem vai ražojuma tehniskajiem dokumentiem; attālumam starp savienotajām atloka virsmām brīvā stāvoklī jābūt tādam, lai starpliku var ievietot vienmērīgi un attālums ir neliels.
3. Cauruļvada atvērums ir jāpabeidz pirms cauruļvada uzstādīšanas. Atverot atveri uz uzstādītā cauruļvada, cauruļvada iekšpusē griešanas rezultātā radušies svešķermeņi jānotīra, lai novērstu to iekļūšanu sūknī.
4. Cauruļvads, kas savienots ar sūkņa bloku, jāuzstāda no sūkņa bloka puses, un vispirms jāuzstāda cauruļu balsti. Cauruļvada un vārstu svars un papildu griezes moments nedrīkst iedarboties uz sūkņa bloku. Ja transportējamais medijs ievērojami atšķiras no apkārtējās vides temperatūras, cauruļvadā jāuzstāda deformācijas šuves.
5. Pēc cauruļvada savienošanas ar sūkņa bloku jāpārbauda sūkņa sākotnējā izlīdzināšanas precizitāte. Ja cauruļvada savienojuma dēļ tiek konstatētas novirzes, cauruļvads un tā balsts ir jānoregulē.