















Inleiding
Het wordt veel gebruikt bij het beitsen en verven van auto's. Elektrolyten in non-ferrometaal smelten; Ionische membraan natronloog project is de grootste ammoniak, afvalwaterzuivering en zuur toe te voegen proces. Volgens het internationale ontwerp zijn de stromingsdelen allemaal strak bekleed met fluormateriaal en is het dragende deel van de pomp van metaalmateriaal. Uitgerust met externe balg mechanische afdichting, slijpmateriaal: aluminiumoxide VS tetrafluoroides, siliciumcarbide VS tetrafluoroides, gecementeerd carbide VS gecementeerd carbide, kan slijpoppervlak worden geselecteerd volgens verschillende werkomstandigheden.
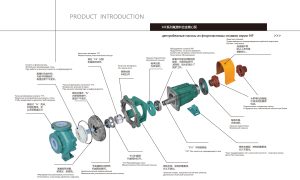
Speciale IHF centrifugaalpomp voor zuurbestendigheid
IHF fluoroplastische centrifugaalpomp, de doorstroomdelen zijn gemaakt van zuurbestendig PTFE, FEP, PFA, PVDF en andere kunststof materialen. het is een ideale keuze voor industriële corrosiebestendigheid. het heeft mechanische afdichtingen en koppelingen en wordt aangedreven door motoren.
Fluorkunststof centrifugaalpomp belangrijkste parameters:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Kop: 5m-80m (0,5bar-8bar)
- Vermogen: 1.5kw-110kw (2HP-145HP)
- Toepasbaar medium: Zuren, basen, zouten, sterke oxidatiemiddelen in elke concentratie
- Kenmerken: met aluminium bekleed pomphuis met lange levensduur, compacte structuur, keuze uit twee- en viertrapsmotoren.
Ons bedrijf kan op basis van de werkelijke werkomstandigheden verschillende configuraties kiezen en een nauwkeurige oplossing bieden.

Voordeel
1, Lagers: aangewezen merklagers, originele authentiek, duurzame verrichting.
2,Met fluor bekleed pomphuis: fluor bekleed glad, vervormt niet.
3, Waaier: T-conus, corrosiebestendig.
4, Mechanische verbinding: 12 rang magnetische tegel, zeldzaam aarde magnetisch staal.
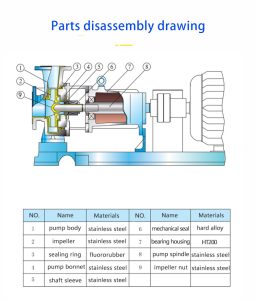
Demontagetekening van onderdelen
Fabrieksfotoweergave

Analyse van reinigingsvereisten voor motorlagers van pompen
Wanneer je lagers demonteert voor onderhoud, moet je eerst het uiterlijk van de lagers registreren, de resterende hoeveelheid smeermiddel controleren, monsters van het smeermiddel nemen voor inspectie en vervolgens de lagers reinigen. Als reinigingsmiddel wordt meestal benzine en kerosine gebruikt.
Het reinigen van gedemonteerde lagers kan worden onderverdeeld in grof reinigen en fijn reinigen. Ze moeten apart in containers worden geplaatst, met metalen gaas op de bodem om te voorkomen dat de lagers direct in contact komen met het vuil in de container. Als het lager tijdens de grove reiniging met vuil wordt rondgedraaid, zal het roloppervlak van het lager beschadigd raken en moet er aandacht aan worden besteed. Gebruik bij ruwe reiniging een borstel om smeervet en klevende stoffen te verwijderen. Ga na de grove reiniging over tot de fijne reiniging.
Fijn reinigen verwijst naar het zorgvuldig reinigen van de lagers terwijl ze in reinigingsolie draaien. Daarnaast moet de reinigingsolie ook regelmatig schoon worden gehouden. Elektromotoren moeten over het algemeen na 2000 bedrijfsuren worden gereinigd en gesmeerd. Er zijn twee reinigingsmethoden voor lagers:
1) Hete olie reinigingsmethode: Door langdurig gebruik moeten lagers die zijn uitgehard met zachte droge olie of antiroestpasta worden ondergedompeld in hete motorolie van 100-200 ℃, worden vastgeklemd met een tang en met een borstel worden ontdaan van olievlekken op de lagers. Zachte droge olie of antiroestpasta kan smelten bij verhitting tot 100-200 ℃, waardoor het gemakkelijk uit de kieren van de lagers te spoelen is. Soms hoef je het lager alleen maar meerdere keren in de olie te schudden. Olievlekken kunnen ook uit de kieren wegvloeien.
Bij het reinigen van centripetale sferische lagers van oude of geïmporteerde motoren moeten de kogels, kogelframes en binnenringen horizontaal uit de buitenring worden gedraaid en vervolgens in hete olie worden ondergedompeld. Bij het reinigen van korte cilinderrollagers moeten de rollen, kogelframes, binnenringen en buitenringen ook worden gescheiden.
Tijdens het reinigen met hete olie mag de temperatuur van de olie niet hoger zijn dan 20 ℃.
2) De algemene reinigingsmethode is om de lagers 5-10 minuten in kerosine te weken, de binnenring met één hand vast te houden en de buitenring met de andere hand te draaien. De droge olie of roestwerende pasta op de lagers zal eraf vallen. Leg het lager vervolgens in schone kerosine, borstel het af met een zachte borstel, maak de olievlekken in de kogellagers en kieren schoon en was het eenmaal in wasbenzine. Leg het na verwijdering op schoon papier. Bij het reinigen van centripetale sferische kogellagers en korte cilinderrollagers moeten de kogels, kogellagers, binnenringen en buitenringen worden gescheiden voor het reinigen.
De reiniging van lagers die op de as zijn geïnstalleerd, berust voornamelijk op de methode van olie gieten of spuiten met een oliepistool. Voor gemakkelijk schoon te maken olievlekken wordt eerst kerosine gebruikt en daarna benzine; moeilijk schoon te maken olievlekken eerst spoelen met 100-200 ℃ hete motorolie of spuiten met een oliepistool en daarna schoonmaken met benzine. Gebruik geen scherp gereedschap om de lagers af te schrapen: harde olievlekken of roest kunnen de gladheid van het wentellichaam en de groefringonderdelen van de lagers beschadigen en maak de lagers schoon met een schone doek.
Waarop moet worden gelet bij het aansluiten op pijpleidingen bij het installeren van zuur-, alkali- en corrosiebestendige pompen?
Anticorrosieve, zuur- en alkalibestendige pompen zijn over het algemeen onderverdeeld in anticorrosieve, zuur- en alkalibestendige centrifugaalpompen en anticorrosieve, zuur- en alkalibestendige magnetische pompen. Bij het aansluiten van pijpleidingen is het noodzakelijk om ze eerst uit te lijnen. Wat zijn de vereisten voor het installeren en uitlijnen van corrosiewerende, zuur- en alkalibestendige pompsets? Als alles klaar is, waar moet dan op gelet worden bij het aansluiten op pijpleidingen?
1、 Technische vereisten voor installatie en uitlijning van corrosiebestendige, zuur- en alkalibestendige pompeenheden
1. De installatie en constructie van pompeenheden moeten worden uitgevoerd in overeenstemming met de relevante normen. Als de technische documenten van het product andere eisen bevatten, moeten installatie en acceptatie worden uitgevoerd volgens de eisen in de technische documenten van het product.
2. De plaatsing, uitlijning en nivellering van de pompeenheid moeten aan de volgende eisen voldoen:
(1) De toegestane afwijking voor vlakheid is 0,05mm/m in de lengterichting en 0 in de dwarsrichting 10mm/m.
(2) De toegestane afwijking tussen de lengte- en dwarshartlijn is 5 mm;
(3) De toegelaten hoogteafwijking bedraagt ± 5 mm. Bij apparaten die zijn aangesloten op andere apparatuur is de toegestane hoogteafwijking ± 2 mm;
3. Tijdens het voegen mag de verticaliteit van de ankerbouten niet groter zijn dan 0,15/1000 m. Het voegmateriaal moet één graad hoger zijn dan de betonkwaliteit van de fundering van de pompeenheid en moet continu worden aangebracht.
Als de sterkte van het voegbeton in het gereserveerde gat van de ankerbout 75% of meer van de ontwerpsterkte bereikt, kan de ankerbout worden bevestigd.
5. De referentiemeetpunten voor de installatie moeten worden gekozen uit de volgende posities:
(1) De in zijn geheel geïnstalleerde pomp moet gebaseerd zijn op het oppervlak van de inlaatflens of andere horizontale bewerkingsreferentievlakken;
(2) Demonteer en installeer de pomp aan de hand van het bewerkingsoppervlak van het pomphuis;
(3) Verticale pomp, gebaseerd op koppeling of motorbasis; Een reciprocerende pomp is gebaseerd op de glijbaan van het huis, de lagerzitting, blootliggende delen van de as of andere bewerkte oppervlakken.
6. De pompeenheid moet worden genivelleerd en uitgelijnd met vulplaatjes, die aan de volgende eisen moeten voldoen:
(1) Het opvulijzer moet zich dicht bij beide zijden van de ankerbout bevinden. Als de hartafstand tussen de ankerbouten meer dan 1 m bedraagt, moet er extra plaatijzer tussen de ankerbouten worden aangebracht. De totale hoogte van het steunijzer moet over het algemeen tussen 20-40 mm liggen;
(2) Tik met een kleine hamer op de pad ijzergroep en controleer of deze goed vastzit;
(3) Gebruik een voelermaat van 0,05 mm om de opening tussen de vulplaten en tussen de vulplaten en de basis te controleren. De som van de lengtes van de vulplaatjes die van beide kanten op hetzelfde spleetvlak worden geplaatst, mag niet meer zijn dan een derde van de lengte (breedte) van de vulplaatjes.
7. Nadat de pompeenheid is genivelleerd en uitgelijnd, draait u de ankerbouten aan en zorgt u ervoor dat het aanhaalmoment en de axiale trekspanning van de bouten voldoen aan de normen of gespecificeerde vereisten.
8. Na het aandraaien van de ankerbouten moet de as uitgelijnd worden. Hoewel de pompfabriek de montage en kalibratie heeft voltooid voordat deze de fabriek verlaat, moet de koppeling opnieuw worden gekalibreerd als gevolg van transport- en installatieprocessen. Gewoonlijk wordt een meetklok gebruikt om de eind- en radiale uitloop van de koppeling te meten. De uitlijningsafwijking moet voldoen aan:
(1) Bij het monteren van de flenskoppeling moeten de uiteinden van de twee helften van de koppeling in nauw contact staan en moet de radiale verplaatsing van de uitlijningsafwijking van de twee assen minder zijn dan 0,03 mm, de axiale kanteling moet minder zijn dan 0,05/1000, of volgens de vereisten van de technische documenten van het pompproduct;
(2) Bij het monteren van de elastische hulskoppeling moet de uitlijningsafwijking van de twee assen en de eindspeling van de koppeling voldoen aan de bepalingen van de technische documenten van de pomp of relevante normen;
(3) Bij het monteren van gelamineerde flexibele koppelingen moet de uitlijningsafwijking voldoen aan de bepalingen in de technische documentatie van het pompproduct of relevante normen.
9. Bij hogetemperatuurpompen of stoomturbinepompen moet rekening worden gehouden met de thermische uitzettingsfactor tijdens bedrijf. Tijdens de koude installatie moet de verhoging aan één kant van de hogetemperatuurbedieningsapparatuur worden aangepast aan de technische eisen van het pompproduct of moet de warme uitlijning worden uitgevoerd. Dat wil zeggen, als er overmatige trillingen van de eenheid worden geconstateerd nadat de pomp een tijdje op bedrijfstemperatuur heeft gewerkt, kan de stroom worden uitgeschakeld nadat de pomp is gestopt en kunnen de koppelingsbouten worden losgemaakt voor een nieuwe uitlijning. Als bij pompen met een lage temperatuur of andere pompen met aanzienlijke temperatuurverschillen tussen bedrijf en installatie de trilling van de eenheid toeneemt nadat deze een tijd heeft gedraaid, moeten ook de juiste aanpassingen worden gedaan om de juiste waarde te verkrijgen.
Wanneer de aandrijfmachine en de pomp worden aangedreven door een riem, moeten het parallellisme van de twee assen en de afwijking van de twee wielen voldoen aan de specificaties in de technische documenten van het pompproduct of relevante normen. De installatie van de pompeenheid met elastische steunen moet voldoen aan de technische specificaties van het pompproduct.
2, Verbinding tussen pompeenheid en pijpleiding
1. Voordat de pijpleiding wordt geïnstalleerd, moeten zand, ijzervijlsel, slakken en ander vuil in de pijpleiding één voor één worden verwijderd. Pijpleidingen met speciale vereisten in de ontwerpdocumenten moeten worden behandeld volgens de vereisten in de ontwerpdocumenten.
Nadat de installatie van de pijpleidingen, steunen en hangers die verbonden zijn met de pompeenheid is voltooid, moeten de flensbouten op de verbindingspijp worden verwijderd en moeten alle bouten soepel en vrij door de boutgaten kunnen passeren; de toelaatbare parallelliteitsafwijking tussen flensafdichtingsvlakken en de toelaatbare coaxialiteitsafwijking moeten in overeenstemming zijn met de ontwerpdocumenten of de technische productdocumenten; de afstand tussen de tegenflensvlakken in vrije toestand moet zodanig zijn dat de pakking soepel kan worden aangebracht en de afstand klein is.
3. De opening in de pijpleiding moet worden gemaakt voordat de pijpleiding wordt geïnstalleerd. Bij het openen van de geïnstalleerde pijpleiding moeten vreemde voorwerpen die ontstaan bij het snijden in de pijpleiding worden opgeruimd om te voorkomen dat ze in de pomp terechtkomen.
4. De pijpleiding die op de pompeenheid wordt aangesloten, moet vanaf de kant van de pompeenheid worden geïnstalleerd, en de pijpleidingsteunen moeten eerst worden geïnstalleerd. Het gewicht en het extra koppel van de pijpleiding en kleppen mogen niet op de pompeenheid inwerken. Als het getransporteerde medium aanzienlijk afwijkt van de omgevingstemperatuur, moeten expansiestukken in de pijpleiding worden geïnstalleerd.
5. Na het aansluiten van de pijpleiding op de pompeenheid moet de oorspronkelijke uitlijningsnauwkeurigheid van de pomp opnieuw worden gecontroleerd. Als er afwijkingen worden gevonden door de aansluiting van de pijpleiding, moeten de pijpleiding en de steun worden aangepast.