














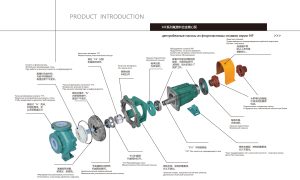
Introducción
Se utiliza ampliamente en los procesos de decapado y pintura en la fabricación de automóviles. Electrolitos en la fundición de metales no ferrosos; El proyecto de sosa cáustica de membrana iónica es el mayor proceso de amoníaco, tratamiento de aguas residuales y adición de ácido. De acuerdo con el diseño internacional, todas las piezas de flujo están revestidas herméticamente con material de flúor, y la parte del cojinete de la bomba es de material metálico. Equipada con cierre mecánico de fuelle externo, material de rectificado: alúmina VS tetrafluoroides, carburo de silicio VS tetrafluoroides, carburo cementado VS carburo cementado, la superficie de rectificado puede seleccionarse según las diferentes condiciones de trabajo.
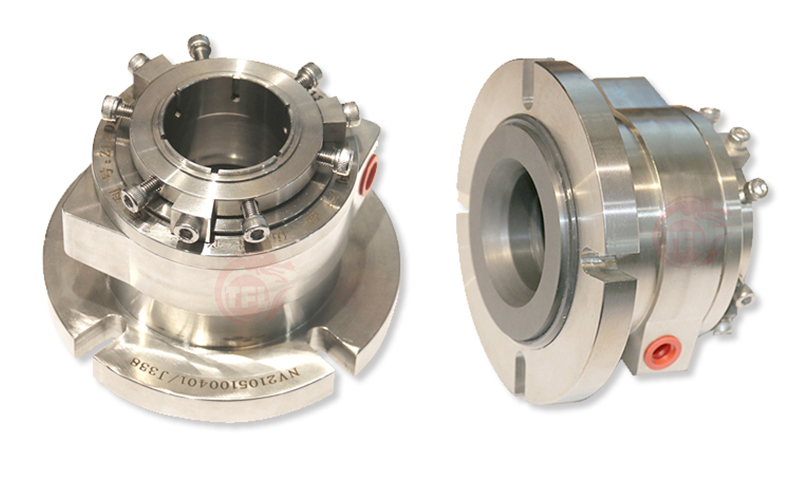
Bomba centrífuga IHF especial para resistencia a los ácidos
Bomba centrífuga fluoroplástica IHF, las piezas de paso están fabricadas en PTFE,FEP,PFA,PVDF y otros materiales plásticos resistentes a los ácidos. es una opción ideal para la resistencia a la corrosión industrial. tiene cierres mecánicos y acoplamientos y se acciona mediante motores.
Parámetros principales de la bomba centrífuga de plástico fluorado:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Altura: 5m-80m(0.5bar-8bar)
- Potencia: 1,5kw-110kw(2HP-145HP)
- Medio aplicable: Ácidos, bases, sales, oxidantes fuertes de cualquier concentración
- Características: carcasa de la bomba revestida de luorina de larga duración, estructura compacta, motores de dos y cuatro etapas a elegir.
Nuestra empresa puede, de acuerdo con las condiciones reales de trabajo, elegir diferentes configuraciones y proporcionar una solución precisa.

Ventaja
1,Rodamientos: rodamientos de marca designada, originales auténticos, funcionamiento duradero.
2,Carcasa de la bomba revestida de flúor: revestida de flúor lisa, no se deforma.
3,Impulsor: Cónico en T, resistente a la corrosión.
4,Cierre mecánico: teja magnética de grado 12, acero magnético de tierras raras.
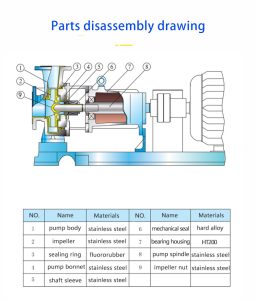
Plano de desmontaje de piezas
Visualización de fotos en fábrica

Análisis de los requisitos de limpieza de los cojinetes de motor de las bombas
Al desmontar los rodamientos para su mantenimiento, primero hay que registrar el aspecto de los rodamientos, confirmar la cantidad restante de lubricante, tomar muestras del lubricante para su inspección y, a continuación, limpiar los rodamientos. Como agente limpiador, se suelen utilizar gasolina y queroseno.
La limpieza de los rodamientos desmontados puede dividirse en limpieza gruesa y limpieza fina. Deben colocarse en contenedores por separado, con almohadillas de malla metálica colocadas en el fondo para evitar que los rodamientos entren en contacto directo con la suciedad del contenedor. Durante la limpieza gruesa, si el rodamiento gira con suciedad, se dañará la superficie de rodadura del rodamiento, por lo que debe prestarse atención. En la limpieza a fondo, utilice un cepillo para eliminar la grasa lubricante y las sustancias adhesivas. Después de la limpieza gruesa, proceda a la limpieza fina.
La limpieza fina consiste en limpiar cuidadosamente los rodamientos mientras giran en aceite de limpieza. Además, el aceite de limpieza también debe mantenerse limpio con regularidad. Por lo general, los motores eléctricos deben limpiarse y lubricarse después de 2000 horas de uso. Existen dos métodos de limpieza para los rodamientos:
1) Método de limpieza con aceite caliente: Debido al uso prolongado, los rodamientos que se han endurecido con aceite seco blando o pasta antióxido deben sumergirse en aceite de motor caliente a 100-200 ℃, sujetarse con pinzas y limpiarse de las manchas de aceite en los rodamientos con un cepillo. El aceite seco blando o la pasta antióxido pueden derretirse cuando se calientan a 100-200 ℃, lo que facilita el lavado de los huecos de los rodamientos. A veces basta con agitar el rodamiento varias veces en el aceite. Las manchas de aceite también pueden fluir lejos de las grietas.
Cuando se limpian rodamientos esféricos centrípetos de motores antiguos o importados, las bolas, los marcos de bolas y los anillos interiores deben girarse horizontalmente fuera del anillo exterior y luego sumergirse en aceite caliente. Cuando se limpian rodamientos de rodillos cilíndricos cortos, también deben separarse los rodillos, los marcos de bolas, los anillos interiores y los anillos exteriores.
Durante la limpieza con aceite caliente, la temperatura del aceite no debe superar los 20 ℃.
2) El método general de limpieza consiste en sumergir los rodamientos en queroseno durante 5-10 minutos, sujetar el anillo interior con una mano y girar el anillo exterior con la otra. El aceite seco o la pasta antioxidante de los rodamientos se desprenderá. A continuación, coloque el rodamiento en queroseno limpio, cepíllelo con un cepillo suave, limpie las manchas de aceite de los rodamientos y los huecos, y lávelo una vez en gasolina. Después de sacarlo, colóquelo sobre papel limpio. Al limpiar los rodamientos centrípetos de bolas esféricas y los rodamientos cortos de rodillos cilíndricos, hay que separar las bolas, los soportes de bolas, los anillos interiores y los anillos exteriores para limpiarlos.
La limpieza de los rodamientos instalados en el eje se basa principalmente en el método de verter aceite o rociar con una pistola de aceite. Para las manchas de aceite fáciles de limpiar, se utiliza primero queroseno y después gasolina; Las manchas de aceite difíciles de limpiar, se enjuagan primero con 100-200 ℃ de aceite de motor caliente o se rocían con una pistola de aceite, y después se limpian con gasolina. Tenga cuidado de no utilizar herramientas afiladas para raspar los rodamientos: las manchas de aceite duro o el óxido pueden dañar la suavidad de las partes del elemento rodante y del anillo ranurado de los rodamientos, y limpie los rodamientos con un paño limpio.
¿Qué hay que tener en cuenta al conectarse a las tuberías cuando se instalan bombas resistentes a los ácidos, los álcalis y la corrosión?
Las bombas anticorrosión resistentes a ácidos y álcalis se dividen generalmente en bombas centrífugas anticorrosión resistentes a ácidos y álcalis y bombas magnéticas anticorrosión resistentes a ácidos y álcalis. Cuando se conectan tuberías, primero es necesario alinearlas. ¿Cuáles son los requisitos para instalar y alinear conjuntos de bombas resistentes a la corrosión, los ácidos y los álcalis? Una vez que todo está listo, ¿a qué hay que prestar atención cuando se conectan a las tuberías?
1、 Requisitos técnicos para la instalación y alineación de grupos de bombeo anticorrosión y resistentes a ácidos y álcalis
1. La instalación y la construcción de las unidades de bombeo deben realizarse de acuerdo con las normas pertinentes. 2. Cuando existan otros requisitos en los documentos técnicos del producto, la instalación y la aceptación deben llevarse a cabo de acuerdo con los requisitos de los documentos técnicos del producto.
2. El posicionamiento, la alineación y la nivelación de la unidad de bombeo deben cumplir los siguientes requisitos:
(1) La desviación admisible para la nivelación es de 0,05mm/m en la dirección longitudinal y 0 en la dirección transversal 10mm/m.
(2) La desviación admisible entre las líneas centrales longitudinal y transversal es de 5 mm;
(3) La desviación permitida en la elevación es de ± 5mm. Para los conectados a otros equipos, la desviación permitida en la elevación es de ± 2 mm;
3. Durante la inyección, la verticalidad de los pernos de anclaje no debe superar los 0,15/1000 m. El material de inyección debe ser de un grado superior al grado del hormigón de los cimientos de la unidad de bombeo y debe aplicarse de forma continua.
Cuando la resistencia del hormigón de inyección en el orificio reservado del perno de anclaje alcanza 75% o más de la resistencia de diseño, se puede llevar a cabo la fijación del perno de anclaje.
5. Los puntos de medición de referencia de la instalación deben seleccionarse entre las siguientes posiciones:
(1) La bomba instalada en su conjunto debe basarse en la superficie de la brida de entrada u otras superficies de referencia de mecanizado horizontal;
(2) Desmonte e instale la bomba basándose en la superficie de mecanizado del cuerpo de la bomba;
(3) Bomba vertical, basada en el acoplamiento o la base del motor; Una bomba reciprocante se basa en el deslizamiento del cuerpo, el asiento del cojinete, las partes expuestas del eje u otras superficies mecanizadas.
6. La unidad de bombeo debe nivelarse y alinearse con calzos, que deben cumplir los siguientes requisitos:
(1) La zapata debe estar cerca de ambos lados del perno de anclaje. Si la distancia central entre los pernos de anclaje es superior a 1 m, deberá añadirse una zapata adicional entre los pernos de anclaje. Por lo general, la altura total de la zapata debe controlarse entre 20 y 40 mm;
(2) Utilice un pequeño martillo para golpear y comprobar la estanqueidad del grupo de hierro de la almohadilla, y no debe haber ninguna flojedad;
(3) Utilice una galga de 0,05 mm para comprobar la separación entre las calzas y entre éstas y la base. La suma de las longitudes de las calzas insertadas desde ambos lados en la misma superficie de separación no debe exceder un tercio de la longitud (anchura) de las calzas; Después de pasar la inspección, realice oportunamente la soldadura de posicionamiento entre las capas del grupo de hierro de la almohadilla.
7. Una vez nivelada y alineada la unidad de bombeo, apriete los pernos de anclaje y asegúrese de que el par de apriete y la tensión de tracción axial de los pernos cumplen las normas o los requisitos especificados.
8. La alineación de los ejes debe realizarse después de apretar los pernos de anclaje. Aunque la fábrica de la bomba haya completado su montaje y calibrado antes de salir de fábrica, el acoplamiento debe recalibrarse debido a los procesos de transporte e instalación. Normalmente, se utiliza un reloj comparador para medir la desviación axial y radial del acoplamiento. La desviación de alineación debe cumplir:
(1) Al montar el acoplamiento de brida, las caras extremas de las dos mitades del acoplamiento deben estar en estrecho contacto, y el desplazamiento radial de la desviación de alineación de los dos ejes debe ser inferior a 0 03mm, la inclinación axial debe ser inferior a 0,05/1000, o de acuerdo con los requisitos de los documentos técnicos del producto de la bomba;
(2) Al montar el acoplamiento de perno de manguito elástico, la desviación de alineación de los dos ejes y la holgura del extremo del acoplamiento deben cumplir las disposiciones de los documentos técnicos del producto de la bomba o las normas pertinentes;
(3) Al montar acoplamientos flexibles laminados, la desviación de la alineación debe cumplir las disposiciones de los documentos técnicos del producto de la bomba o las normas pertinentes.
9. En el caso de bombas de alta temperatura o unidades de bombeo de turbina de vapor, debe tenerse en cuenta el factor de dilatación térmica durante el funcionamiento. Durante la instalación en frío, la elevación en un lado del equipo de funcionamiento a alta temperatura debe ajustarse de acuerdo con los requisitos técnicos del producto de la bomba o debe realizarse la alineación en caliente. Es decir, si se detecta una vibración excesiva de la unidad después de que la bomba funcione a la temperatura de funcionamiento durante un periodo de tiempo, se puede cortar la corriente después de parar la bomba y se pueden desconectar los pernos de acoplamiento para realizar una nueva alineación. En el caso de bombas de baja temperatura u otras bombas con diferencias significativas de temperatura entre el funcionamiento y la instalación, si la vibración de la unidad aumenta después de funcionar durante un período de tiempo, también se deben realizar los ajustes apropiados al valor correcto.
Cuando la máquina motriz y la bomba se accionan por correa, el paralelismo de los dos ejes y la desviación de las dos ruedas deben cumplir las especificaciones de los documentos técnicos del producto bomba o las normas pertinentes. La instalación de la unidad de bombeo con soportes elásticos debe cumplir las especificaciones técnicas del producto de bombeo.
2、 Conexión entre la unidad de bombeo y la tubería
1. Antes de la instalación de la tubería, la arena, las limaduras de hierro, la escoria y otros residuos del interior de la tubería deben retirarse uno a uno. 2. Las tuberías con requisitos especiales en los documentos de diseño deben tratarse de acuerdo con los requisitos de los documentos de diseño.
Una vez finalizada la instalación de las tuberías, soportes y colgadores conectados a la unidad de bombeo, deben retirarse los pernos de la brida de la tubería de conexión, y todos los pernos deben poder pasar sin problemas a través de los orificios de los pernos en estado libre; La desviación de paralelismo admisible entre las superficies de sellado de la brida y la desviación de coaxialidad admisible deben estar de acuerdo con los documentos de diseño o los documentos técnicos del producto; La separación entre las caras de la brida de acoplamiento en estado libre debe ser tal que la junta pueda insertarse sin problemas y la distancia sea pequeña.
3. La apertura en la tubería debe completarse antes de la instalación de la tubería. Al abrir en la tubería instalada, los objetos extraños generados por el corte en el interior de la tubería deben limpiarse para evitar que entren en la bomba.
4. La tubería conectada a la unidad de bombeo debe instalarse desde el lado de la unidad de bombeo, y los soportes de tubería deben instalarse en primer lugar. El peso y el par adicional de la tubería y las válvulas no deben actuar sobre la unidad de bombeo. Si el medio transportado difiere considerablemente de la temperatura ambiente, deben instalarse juntas de dilatación en la tubería.
5. Después de conectar la tubería a la unidad de bombeo, debe volver a comprobarse la precisión de la alineación original de la bomba. Cuando se detecten desviaciones debidas a la conexión de la tubería, deberá ajustarse la tubería y su soporte.