














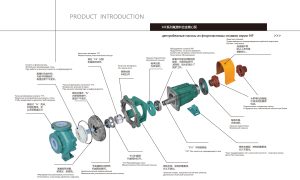
Introdução
É amplamente utilizado no processo de decapagem e pintura no fabrico de automóveis. Electrólitos na fundição de metais não ferrosos; O projeto de soda cáustica com membrana iónica é o maior processo de amoníaco, tratamento de águas residuais e adição de ácido. De acordo com o design internacional, as partes do fluxo são todas revestidas com material de flúor e a parte do rolamento da bomba é de material metálico. Equipada com vedante mecânico de fole externo, material de moagem: alumina VS tetrafluoroides, carboneto de silício VS tetrafluoroides, carboneto cimentado VS carboneto cimentado, a superfície de moagem pode ser selecionada de acordo com diferentes condições de trabalho.
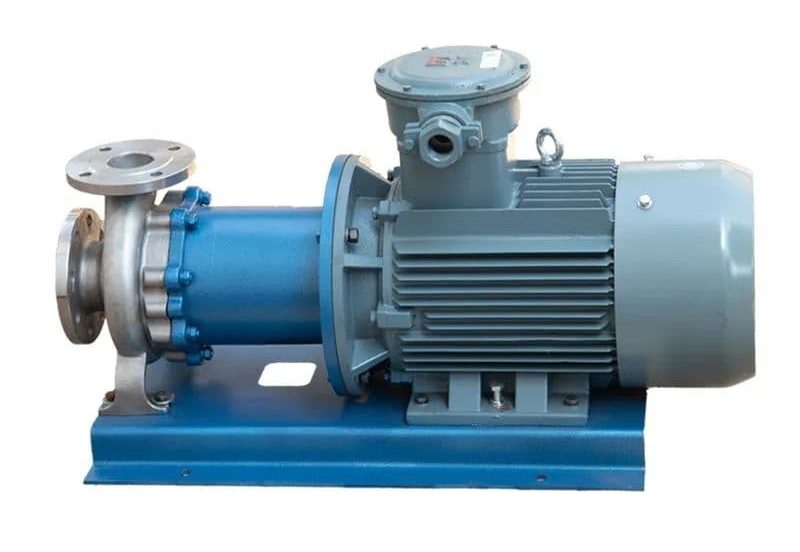
Bomba centrífuga IHF especial para resistência a ácidos
Bomba centrífuga fluoroplástica IHF, as peças de passagem são feitas de PTFE resistente a ácidos, FEP, PFA, PVDF e outros materiais plásticos. É uma escolha ideal para a resistência à corrosão industrial. Tem selos mecânicos e acoplamentos e é acionada por motores.
Parâmetros principais da bomba centrífuga de plástico com flúor:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Cabeça: 5m-80m(0.5bar-8bar)
- Potência: 1.5kw-110kw (2HP-145HP)
- Meio aplicável: Ácidos, bases, sais, oxidantes fortes de qualquer concentração
- Caraterísticas: carcaça da bomba revestida a luorine com longa duração, estrutura compacta, motores de dois e quatro estágios para seleção.
A nossa empresa pode, de acordo com as condições reais de trabalho, escolher diferentes configurações, fornecer uma solução precisa.

Vantagem
1,Rolamentos: rolamentos de marca designada, originais autênticos, funcionamento duradouro.
2,Corpo da bomba revestido a flúor: revestido a flúor, liso, não se deforma.
3,Impulsor: Cónico em T, resistente à corrosão.
4,Selo mecânico: telha magnética de grau 12, aço magnético de terras raras.
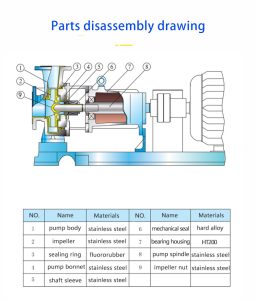
Desenho de desmontagem de peças
Apresentação de fotografias da fábrica

Análise dos requisitos de limpeza dos rolamentos de motores de bombas
Ao desmontar as chumaceiras para manutenção, registe primeiro o aspeto das chumaceiras, confirme a quantidade restante de lubrificante, recolha amostras do lubrificante para inspeção e, em seguida, limpe as chumaceiras. Como agente de limpeza, são geralmente utilizados gasolina e querosene.
A limpeza das chumaceiras desmontadas pode ser dividida em limpeza grosseira e limpeza fina. Devem ser colocados em recipientes separados, com almofadas de malha metálica colocadas no fundo para evitar que os rolamentos entrem em contacto direto com a sujidade do recipiente. Durante a limpeza grosseira, se a chumaceira for rodada com sujidade, danificará a superfície de rolamento da chumaceira, pelo que se deve prestar atenção. No óleo de limpeza grosseira, utilize uma escova para remover a massa lubrificante e as substâncias adesivas. Após a limpeza grosseira, proceda à limpeza fina.
A limpeza fina consiste em limpar cuidadosamente as chumaceiras enquanto as faz rodar em óleo de limpeza. Além disso, o óleo de limpeza também deve ser mantido limpo regularmente. Os motores eléctricos devem geralmente ser limpos e lubrificados após 2000 horas de utilização. Existem dois métodos de limpeza para rolamentos:
1) Método de limpeza com óleo quente: Devido ao uso prolongado, os rolamentos que endureceram com óleo seco macio ou pasta anti-ferrugem devem ser imersos em óleo de motor quente a 100-200 ℃, fixados com um alicate e limpos de manchas de óleo nos rolamentos com uma escova. O óleo seco e macio ou a pasta anti-ferrugem podem derreter quando aquecidos a 100-200 ℃, facilitando a limpeza das folgas das chumaceiras. Por vezes, basta agitar a chumaceira várias vezes no óleo. As manchas de óleo também podem sair das fendas.
Ao limpar rolamentos esféricos centrípetos de motores antigos ou importados, as esferas, armações de esferas e anéis internos devem ser rodados horizontalmente para fora do anel externo e depois imersos em óleo quente. Ao limpar rolamentos de rolos cilíndricos curtos, os rolos, armações de esferas, anéis internos e anéis externos também devem ser separados.
Durante a limpeza com óleo quente, a temperatura do óleo não deve exceder 20 ℃.
2) O método de limpeza geral consiste em mergulhar as chumaceiras em querosene durante 5-10 minutos, segurar o anel interior com uma mão e rodar o anel exterior com a outra mão. O óleo seco ou a pasta de prevenção de ferrugem nas chumaceiras cairá. De seguida, coloque a chumaceira em querosene limpo, escove-a com uma escova macia, limpe as manchas de óleo nos rolamentos de esferas e nas folgas e lave-a uma vez com gasolina. Depois de a retirar, coloque-a sobre papel limpo. Ao limpar os rolamentos esféricos centrípetos e os rolamentos de rolos cilíndricos curtos, as esferas, os suportes de esferas, os anéis internos e os anéis externos devem ser separados para limpeza.
A limpeza dos rolamentos instalados no eixo baseia-se principalmente no método de derramar óleo ou pulverizar com uma pistola de óleo. Para manchas de óleo facilmente limpas, o querosene é usado primeiro e depois a gasolina é usada; Difícil de limpar manchas de óleo, primeiro enxágue com óleo de motor quente 100-200 ℃ ou borrife com uma pistola de óleo e, em seguida, limpe com gasolina. Tenha cuidado para não usar ferramentas afiadas para raspar os rolamentos: manchas de óleo duro ou ferrugem podem danificar a suavidade do elemento rolante e das peças do anel ranhurado dos rolamentos e limpe os rolamentos com um pano limpo.
A que é que se deve prestar atenção na ligação às condutas quando se instalam bombas resistentes a ácidos, álcalis e corrosão?
As bombas anti-corrosão, resistentes a ácidos e álcalis dividem-se geralmente em bombas centrífugas anti-corrosão, resistentes a ácidos e álcalis e bombas magnéticas anti-corrosão, resistentes a ácidos e álcalis. Ao ligar as condutas, é necessário alinhar primeiro as condutas. Quais são os requisitos para instalar e alinhar conjuntos de bombas resistentes à corrosão, aos ácidos e aos álcalis? Depois de tudo estar pronto, a que é que se deve prestar atenção quando se liga às condutas?
1 、 Requisitos técnicos para instalação e alinhamento de unidades de bomba anticorrosão, resistentes a ácidos e álcalis
1. A instalação e a construção das unidades de bombagem devem ser efectuadas de acordo com as normas aplicáveis. Quando existem outros requisitos nos documentos técnicos do produto, a instalação e a aceitação devem ser efectuadas de acordo com os requisitos dos documentos técnicos do produto.
2. O posicionamento, o alinhamento e o nivelamento da unidade da bomba devem cumprir os seguintes requisitos:
(1) O desvio admissível para o nivelamento é de 0,05 mm/m na direção longitudinal e de 10 mm/m na direção transversal.
(2) O desvio admissível entre as linhas de centro longitudinal e transversal é de 5 mm;
(3) O desvio admissível em termos de elevação é de ± 5 mm. Para os que estão ligados a outros equipamentos, o desvio admissível da elevação é de ± 2 mm;
3. Depois de o alinhamento inicial da unidade da bomba ser qualificado, é aconselhável rejuntar os orifícios dos parafusos de ancoragem no prazo de 24 horas; Durante o rejuntamento, a verticalidade dos parafusos de ancoragem não deve exceder 0,15/1000m; O material de rejuntamento deve ser um grau superior ao grau de betão da fundação da unidade da bomba e deve ser aplicado continuamente.
Quando a resistência do betão de injeção no orifício reservado do parafuso de ancoragem atinge 75% ou mais da resistência de projeto, a fixação do parafuso de ancoragem pode ser efectuada.
5. Os pontos de medição de referência da instalação devem ser seleccionados a partir das seguintes posições:
(1) A bomba instalada como um todo deve basear-se na superfície da flange de entrada ou noutras superfícies de referência de maquinagem horizontal;
(2) Desmontar e instalar a bomba com base na superfície de maquinagem do corpo da bomba;
(3) Bomba vertical, com base no acoplamento ou na base do motor; uma bomba de movimento alternativo baseia-se na corrediça do corpo, no assento da chumaceira, nas partes expostas do veio ou noutras superfícies maquinadas.
6. A unidade da bomba deve ser nivelada e alinhada com calços, que devem cumprir os seguintes requisitos:
(1) O ferro da almofada deve estar próximo de ambos os lados do parafuso de ancoragem. Se a distância central entre os parafusos de ancoragem exceder 1m, deve ser adicionada uma almofada de ferro adicional entre os parafusos de ancoragem. A altura total da almofada de ferro deve ser geralmente controlada entre 20-40mm;
(2) Utilizar um pequeno martelo para bater e verificar o aperto do grupo de ferro da almofada, não devendo haver folga;
(3) Utilizar um calibrador de folga de 0,05 mm para verificar a folga entre os calços e entre os calços e a base. A soma dos comprimentos dos calços inseridos de ambos os lados na mesma superfície de folga não deve exceder um terço do comprimento (largura) dos calços; Depois de passar a inspeção, realizar atempadamente a soldadura de posicionamento entre as camadas do grupo de ferro de almofada.
7. Depois de a unidade da bomba estar nivelada e alinhada, aperte os parafusos de ancoragem e certifique-se de que o binário de aperto e a tensão de tração axial dos parafusos cumprem as normas ou os requisitos especificados.
8. O alinhamento do eixo deve ser efectuado após o aperto dos parafusos de ancoragem. Embora a fábrica de bombas tenha concluído a montagem e a calibração antes de sair da fábrica, o acoplamento deve ser recalibrado devido aos processos de transporte e instalação. Normalmente, é utilizado um relógio comparador para medir o desvio final e radial do acoplamento. O desvio de alinhamento deve estar em conformidade com:
(1) Ao montar o acoplamento de flange, as faces finais das duas metades do acoplamento devem estar em contacto estreito e o deslocamento radial do desvio de alinhamento dos dois veios deve ser inferior a 0 03 mm, a inclinação axial deve ser inferior a 0,05/1000 ou de acordo com os requisitos dos documentos técnicos do produto da bomba;
(2) Ao montar o acoplamento de pino de manga elástica, o desvio de alinhamento dos dois eixos e a folga final do acoplamento devem cumprir as disposições dos documentos técnicos do produto da bomba ou das normas relevantes;
(3) Aquando da montagem de acoplamentos flexíveis laminados, o desvio de alinhamento deve cumprir o disposto nos documentos técnicos do produto bomba ou nas normas relevantes.
9. Para bombas de alta temperatura ou unidades de bomba de turbina a vapor, o fator de expansão térmica durante o funcionamento deve ser considerado. Durante a instalação a frio, a elevação de um lado do equipamento de funcionamento a alta temperatura deve ser ajustada de acordo com os requisitos técnicos do produto da bomba ou o alinhamento a quente deve ser efectuado. Isto é, se for detectada uma vibração excessiva da unidade depois de a bomba ser operada à temperatura de funcionamento durante um período de tempo, a energia pode ser cortada depois de parar a bomba, e os parafusos de acoplamento podem ser desligados para um novo alinhamento. No caso de bombas de baixa temperatura ou de outras bombas com diferenças de temperatura significativas entre o funcionamento e a instalação, se a vibração da unidade aumentar depois de funcionar durante um período de tempo, também devem ser feitos ajustes adequados para o valor correto.
Quando a máquina de tração e a bomba são accionadas por correia, o paralelismo dos dois veios e o desvio das duas rodas devem estar em conformidade com as especificações dos documentos técnicos do produto bomba ou das normas pertinentes. A instalação do grupo eletrobomba com suportes elásticos deve estar em conformidade com as especificações técnicas do produto bomba.
2、 Ligação entre a unidade da bomba e a tubagem
1. Antes da instalação da tubagem, a areia, limalhas de ferro, escórias e outros detritos no interior da tubagem devem ser removidos um a um. As condutas com requisitos especiais nos documentos de projeto devem ser tratadas de acordo com os requisitos dos documentos de projeto.
Depois de concluída a instalação das tubagens, dos suportes e dos ganchos ligados à unidade da bomba, os parafusos da flange no tubo de ligação devem ser retirados e todos os parafusos devem poder passar suavemente pelos orifícios dos parafusos num estado livre; o desvio de paralelismo admissível entre as superfícies de vedação da flange e o desvio de coaxialidade admissível devem estar de acordo com os documentos de projeto ou com os documentos técnicos do produto; o espaçamento entre as faces da flange de acoplamento num estado livre deve ser tal que a junta possa ser inserida suavemente e a distância seja pequena.
3. A abertura da tubagem deve ser concluída antes da instalação da tubagem. Ao abrir a tubagem instalada, os objectos estranhos gerados pelo corte no interior da tubagem devem ser limpos para evitar que entrem na bomba.
4. A tubagem ligada à unidade da bomba deve ser instalada do lado da unidade da bomba e os suportes da tubagem devem ser instalados primeiro. O peso e o binário adicional da tubagem e das válvulas não devem atuar sobre a unidade da bomba. Se o meio transportado for significativamente diferente da temperatura ambiente, devem ser instaladas juntas de dilatação na tubagem.
5. Depois de ligar a tubagem à unidade da bomba, a precisão do alinhamento original da bomba deve ser verificada novamente. Se forem encontrados desvios devido à ligação da tubagem, a tubagem e o seu suporte devem ser ajustados.