














Úvod
Široko sa používa pri morení a lakovaní v automobilovom priemysle. Elektrolyty pri tavení neželezných kovov; projekt iónovej membrány kaustickej sódy je najväčším procesom spracovania amoniaku, odpadových vôd a pridávania kyselín. Podľa medzinárodného návrhu sú všetky prietokové časti tesne obložené fluórovým materiálom a ložisková časť čerpadla je z kovového materiálu. Vybavené vonkajším vlnovcovým mechanickým tesnením, brúsny materiál: oxid hlinitý VS tetrafluoroidy, karbid kremíka VS tetrafluoroidy, cementovaný karbid VS cementovaný karbid, brúsny povrch možno vybrať podľa rôznych pracovných podmienok.
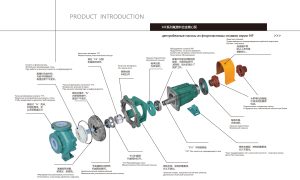
Špeciálne odstredivé čerpadlo IHF pre odolnosť voči kyselinám
Fluoroplastové odstredivé čerpadlo IHF, prietokové časti sú vyrobené z kyselinovzdorného PTFE, FEP, PFA, PVDF a iných plastových materiálov. je ideálnou voľbou pre priemyselnú odolnosť proti korózii. má mechanické tesnenia a spojky a je poháňané motormi.
Hlavné parametre odstredivého čerpadla na fluór:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Hlava: 5m-80m (0,5bar-8bar)
- Výkon: 1,5 kW-110 kW (2HP-145HP)
- Použiteľné médium: Kyseliny, zásady, soli, silné oxidanty akejkoľvek koncentrácie
- Charakteristika: puzdro čerpadla s luórovou vložkou s dlhou životnosťou, kompaktná konštrukcia, dvojstupňové a štvorstupňové motory na výber.
Naša spoločnosť môže podľa aktuálnych pracovných podmienok zvoliť rôzne konfigurácie a poskytnúť presné riešenie.

Výhoda
1, Ložiská: určené značkové ložiská, originálne autentické, trvalá prevádzka.
2,Fluórom obložené puzdro čerpadla: fluórom obložené hladké, nedeformuje sa.
3, obežné koleso: Odolné voči korózii.
4, Mechanické tesnenie: magnetická dlaždica 12, magnetická oceľ zo vzácnych zemín.
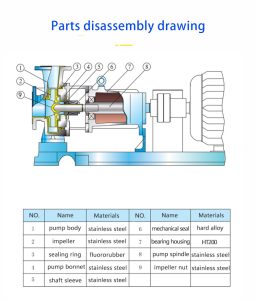
Výkres demontáže dielov
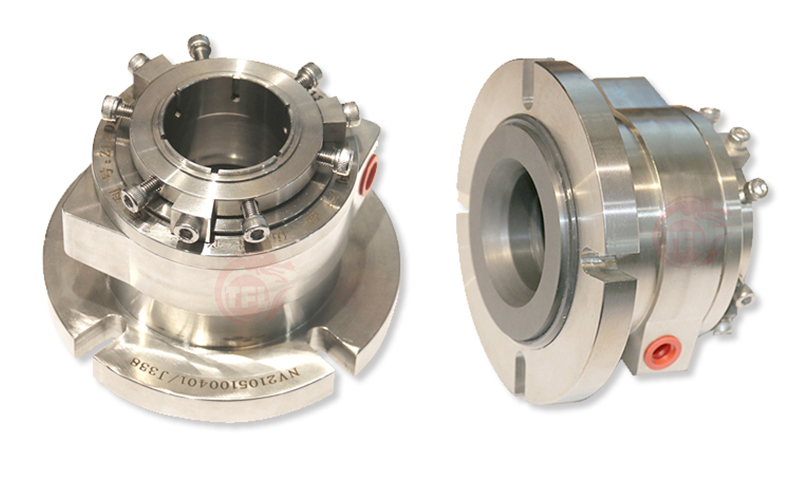
Zobrazenie továrenských fotografií

Analýza požiadaviek na čistenie ložísk motorov čerpadiel
Pri demontáži ložísk na účely údržby najprv zaznamenajte vzhľad ložísk, overte zostávajúce množstvo maziva, odoberte vzorky maziva na kontrolu a potom ložiská vyčistite. Ako čistiaci prostriedok sa zvyčajne používa benzín a petrolej.
Čistenie demontovaných ložísk možno rozdeliť na hrubé a jemné čistenie. Mali by sa umiestniť do nádob oddelene, pričom na dno sa umiestnia podložky s kovovými sieťkami, aby sa zabránilo priamemu kontaktu ložísk s nečistotami v nádobe. Počas hrubého čistenia, ak sa ložisko otáča so špinou, poškodí sa valivý povrch ložiska a treba mu venovať pozornosť. Pri hrubom čistení oleja použite kefu na odstránenie mazacieho tuku a priľnavých látok. Po hrubom čistení prejdite na jemné čistenie.
Jemné čistenie znamená dôkladné čistenie ložísk pri ich otáčaní v čistiacom oleji. Okrem toho by sa mal pravidelne udržiavať čistý aj čistiaci olej. Elektromotory by sa mali vo všeobecnosti čistiť a mazať po 2 000 hodinách používania. Existujú dva spôsoby čistenia ložísk:
1) Metóda čistenia horúcim olejom: Z dôvodu dlhodobého používania by sa ložiská, ktoré stvrdli mäkkým suchým olejom alebo pastou proti hrdzi, mali ponoriť do horúceho motorového oleja s teplotou 100 - 200 ℃, zovrieť kliešťami a očistiť od olejových škvŕn na ložiskách pomocou kefy. Mäkký suchý olej alebo pasta proti hrdzi sa môžu pri zahriatí na 100 - 200 ℃ roztopiť, čím sa ľahko vymyjú z medzier v ložiskách. Niekedy stačí ložisko viackrát pretrepať v oleji. Olejové škvrny môžu vytiecť aj z prasklín.
Pri čistení centrických guľkových ložísk starých alebo dovezených motorov by sa guľôčky, guľôčkové rámy a vnútorné krúžky mali vodorovne vytočiť z vonkajšieho krúžku a potom ponoriť do horúceho oleja. Pri čistení krátkych valivých ložísk by sa mali valčeky, guľôčkové rámy, vnútorné krúžky a vonkajšie krúžky tiež oddeliť.
Počas čistenia horúcim olejom by teplota oleja nemala presiahnuť 20 ℃.
2) Všeobecná metóda čistenia je namočiť ložiská do petroleja na 5 až 10 minút, jednou rukou držať vnútorný krúžok a druhou rukou otáčať vonkajším krúžkom. Suchý olej alebo pasta proti hrdzi na ložiskách odpadne. Potom vložte ložisko do čistého petroleja, vyčistite ho mäkkou kefou, vyčistite olejové škvrny v guľôčkových ložiskách a medzery a raz ho umyte v benzíne. Po vybratí ho položte na čistý papier. Pri čistení centrických guľôčkových ložísk a krátkych valčekových ložísk by sa mali guľôčky, guľôčkové stojany, vnútorné a vonkajšie krúžky na čistenie oddeliť.
Čistenie ložísk namontovaných na hriadeli spočíva najmä v metóde liatia oleja alebo striekania olejovou pištoľou. Pri ľahko čistiteľných olejových škvrnách sa najprv použije petrolej a potom benzín; ťažko čistiteľné olejové škvrny sa najprv opláchnu 100 - 200 ℃ horúceho motorového oleja alebo nastriekajú olejovou pištoľou a potom sa čistia benzínom. Dávajte pozor, aby ste na oškrabávanie ložísk nepoužívali ostré nástroje: tvrdé olejové škvrny alebo hrdza môžu poškodiť hladkosť valivých elementov a častí drážkových krúžkov ložísk, a ložiská čistite čistou handričkou.
Na čo treba dávať pozor pri pripájaní na potrubie pri inštalácii čerpadiel odolných voči kyselinám, zásadám a korózii?
Čerpadlá odolné proti korózii, kyselinám a zásadám sa vo všeobecnosti delia na odstredivé čerpadlá odolné proti korózii, kyselinám a zásadám a magnetické čerpadlá odolné proti korózii, kyselinám a zásadám. Pri pripájaní potrubí je potrebné ich najprv vyrovnať. Aké sú požiadavky na inštaláciu a vyrovnanie súprav čerpadiel odolných proti korózii, kyselinám a zásadám? Keď je všetko pripravené, čomu treba venovať pozornosť pri pripájaní na potrubia?
1、 Technické požiadavky na inštaláciu a nastavenie čerpadlových jednotiek odolných proti korózii, kyselinám a zásadám
1. Inštalácia a konštrukcia čerpacích jednotiek by sa mala vykonávať v súlade s príslušnými normami. Ak sú v technickej dokumentácii výrobku uvedené iné požiadavky, inštalácia a prevzatie by sa mali vykonať podľa požiadaviek uvedených v technickej dokumentácii výrobku.
2. Umiestnenie, zarovnanie a vyrovnanie jednotky čerpadla by malo spĺňať nasledujúce požiadavky:
(1) Prípustná odchýlka pre rovinnosť je 0,05 mm/m v pozdĺžnom smere a 0 v priečnom smere 10 mm/m.
(2) Prípustná odchýlka medzi pozdĺžnou a priečnou osou je 5 mm;
(3) Prípustná odchýlka vo výške je ± 5 mm. V prípade zariadení pripojených k iným zariadeniam je prípustná odchýlka vo výške ± 2 mm;
3. Po kvalifikovanom prvotnom vyrovnaní čerpacieho zariadenia sa odporúča do 24 hodín injektovať otvory pre kotevné skrutky; počas injektáže by vertikalita kotevných skrutiek nemala presiahnuť 0,15/1000 m; injektážny materiál by mal byť o jeden stupeň vyšší ako stupeň betónu základu čerpacieho zariadenia a mal by sa aplikovať priebežne.
Keď pevnosť injektážneho betónu vo vyhradenom otvore kotevnej skrutky dosiahne 75% alebo viac projektovanej pevnosti, môže sa vykonať upevnenie kotevnej skrutky.
5. Referenčné meracie body inštalácie by sa mali vybrať z nasledujúcich pozícií:
(1) Čerpadlo inštalované ako celok by malo vychádzať z povrchu vstupnej príruby alebo iných horizontálnych referenčných plôch obrábania;
(2) Rozmontujte a nainštalujte čerpadlo na základe obrábacieho povrchu telesa čerpadla;
(3) Vertikálne čerpadlo na základe spojky alebo základne motora; piestové čerpadlo na základe klzného telesa, ložiskového sedla, exponovaných častí hriadeľa alebo iných opracovaných povrchov.
6. Čerpadlová jednotka by mala byť vyrovnaná a zarovnaná pomocou podložiek, ktoré by mali spĺňať nasledujúce požiadavky:
(1) Podložka by mala byť blízko oboch strán kotevnej skrutky. Ak je osová vzdialenosť medzi kotevnými skrutkami väčšia ako 1 m, medzi kotevné skrutky by sa malo pridať ďalšie podložkové železo. Celková výška podložkového železa by sa vo všeobecnosti mala kontrolovať v rozmedzí 20 - 40 mm;
(2) Pomocou malého kladiva poklepte a skontrolujte tesnosť skupiny podložiek a nemali by byť žiadne voľnosti;
(3) Pomocou 0,05 mm meradla skontrolujte medzeru medzi podložkami a medzi podložkami a základňou. Súčet dĺžok podložiek vložených z oboch strán na rovnakú plochu medzery by nemal presiahnuť tretinu dĺžky (šírky) podložiek; Po absolvovaní kontroly včas vykonajte polohové zváranie medzi vrstvami skupiny podložkového železa.
7. Po vyrovnaní a zarovnaní čerpadlovej jednotky utiahnite kotviace skrutky a uistite sa, že uťahovací moment a axiálne ťahové napätie skrutiek spĺňa normy alebo stanovené požiadavky.
8. Vyrovnanie osi by sa malo vykonať po utiahnutí kotviacich skrutiek. Hoci pred opustením výrobného závodu bola dokončená montáž a kalibrácia čerpadla, spojka by sa mala rekalibrovať kvôli procesom prepravy a inštalácie. Zvyčajne sa na meranie koncového a radiálneho hádzania spojky používa číselníkový merací prístroj. Vyrovnávacia odchýlka by mala byť v súlade s:
(1) Pri montáži prírubovej spojky by mali byť čelné plochy oboch polovíc spojky v tesnom kontakte a radiálny posun odchýlky vyrovnania oboch hriadeľov by mal byť menší ako 0 03 mm, axiálny náklon by mal byť menší ako 0,05/1000 alebo podľa požiadaviek technickej dokumentácie výrobku čerpadla;
(2) Pri montáži elastickej objímkovej čapovej spojky by mala byť odchýlka vyrovnania oboch hriadeľov a koncová vôľa spojky v súlade s ustanoveniami technickej dokumentácie výrobku čerpadla alebo príslušných noriem;
(3) Pri montáži vrstvených ohybných spojok by mala byť odchýlka vyrovnania v súlade s ustanoveniami technickej dokumentácie výrobku čerpadla alebo príslušných noriem.
9. Pri vysokoteplotných čerpadlách alebo čerpadlových jednotkách s parnou turbínou by sa mal zohľadniť faktor tepelnej rozťažnosti počas prevádzky. Počas studenej inštalácie by sa mala upraviť výška na jednej strane vysokoteplotného prevádzkového zariadenia podľa technických požiadaviek na výrobok čerpadla alebo by sa malo vykonať vyrovnanie za tepla. To znamená, že ak sa po určitom čase prevádzky čerpadla pri prevádzkovej teplote zistia nadmerné vibrácie zariadenia, po zastavení čerpadla možno prerušiť napájanie a odpojiť spojovacie skrutky na opätovné nastavenie. V prípade nízkoteplotných čerpadiel alebo iných čerpadiel s výraznými teplotnými rozdielmi medzi prevádzkou a inštaláciou, ak sa vibrácie jednotky po určitom čase prevádzky zvýšia, je potrebné vykonať aj príslušné nastavenie na správnu hodnotu.
Ak sú hnací stroj a čerpadlo poháňané remeňom, rovnobežnosť oboch hriadeľov a odchýlka oboch kolies by mali byť v súlade so špecifikáciami v technickej dokumentácii výrobku čerpadla alebo v príslušných normách. Inštalácia jednotky čerpadla s pružnými podperami by mala byť v súlade s technickými špecifikáciami výrobku čerpadla.
2、 Spojenie medzi čerpadlovou jednotkou a potrubím
1. Pred inštaláciou potrubia treba postupne odstrániť piesok, železné piliny, trosku a iné nečistoty vo vnútri potrubia. Potrubia s osobitnými požiadavkami v projektovej dokumentácii by sa mali ošetrovať podľa požiadaviek v projektovej dokumentácii.
Po dokončení inštalácie potrubí, podpier a závesov pripojených k čerpadlovej jednotke by sa mali odstrániť prírubové skrutky na pripojovacom potrubí a všetky skrutky by mali byť schopné hladko prechádzať otvormi pre skrutky vo voľnom stave; Prípustná odchýlka rovnobežnosti medzi tesniacimi plochami prírub a prípustná odchýlka súosovosti musia byť v súlade s konštrukčnou dokumentáciou alebo technickou dokumentáciou výrobku; Vzdialenosť medzi spájajúcimi sa plochami prírub vo voľnom stave by mala byť taká, aby sa tesnenie dalo hladko vložiť a vzdialenosť bola malá.
3. Otvor na potrubí by mal byť dokončený pred inštaláciou potrubia. Pri otváraní na inštalovanom potrubí by sa mali vyčistiť cudzie predmety vzniknuté rezaním vo vnútri potrubia, aby sa zabránilo ich vniknutiu do čerpadla.
4. Potrubie pripojené k čerpacej jednotke by sa malo inštalovať zo strany čerpacej jednotky a najprv by sa mali nainštalovať podpery potrubia. Hmotnosť a dodatočný krútiaci moment potrubia a ventilov by nemali pôsobiť na jednotku čerpadla. Ak sa teplota prepravovaného média výrazne líši od teploty okolia, v potrubí by mali byť nainštalované dilatačné spoje.
5. Po pripojení potrubia k čerpacej jednotke by sa mala opätovne skontrolovať presnosť pôvodného nastavenia čerpadla. Ak sa zistia odchýlky spôsobené pripojením potrubia, potrubie a jeho podpera by sa mali upraviť.