















Úvod
Široce se používá při moření a lakování v automobilovém průmyslu. Elektrolyty při tavení neželezných kovů; projekt iontové membrány kaustické sody je největším procesem čištění čpavku, odpadních vod a přidávání kyselin. Podle mezinárodní konstrukce jsou všechny průtočné části těsně obloženy fluorovým materiálem a nosná část čerpadla je z kovového materiálu. Je vybaveno vnějším měchovým mechanickým těsněním, brusný materiál: oxid hlinitý VS tetrafluoroidy, karbid křemíku VS tetrafluoroidy, cementovaný karbid VS cementovaný karbid, brusný povrch lze zvolit podle různých pracovních podmínek.
Speciální odstředivé čerpadlo IHF pro odolnost vůči kyselinám
Fluoroplastové odstředivé čerpadlo IHF, průtočné části jsou vyrobeny z kyselinovzdorného PTFE, FEP, PFA, PVDF a dalších plastových materiálů. je ideální volbou pro průmyslovou odolnost proti korozi. má mechanické ucpávky a spojky a je poháněno motory.
Hlavní parametry odstředivého čerpadla z fluorového plastu:
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Hlava: 5m-80m (0,5bar-8bar)
- Výkon: 1,5 kW-110 kW (2HP-145HP)
- Použitelné médium: Kyseliny, zásady, soli, silné oxidanty o jakékoli koncentraci
- Charakteristika: luorem obložené těleso čerpadla s dlouhou životností, kompaktní konstrukce, dvoustupňové a čtyřstupňové motory na výběr.
Naše společnost může podle aktuálních pracovních podmínek zvolit různé konfigurace a poskytnout přesné řešení.

Výhoda
1, Ložiska: určená značková ložiska, originální autentická, trvalý provoz.
2,Těleso čerpadla s fluorovou vložkou: hladká fluorová vložka, nedeformuje se.
3, Oběžné kolo: Oběžné kolo: T-kus, odolné proti korozi.
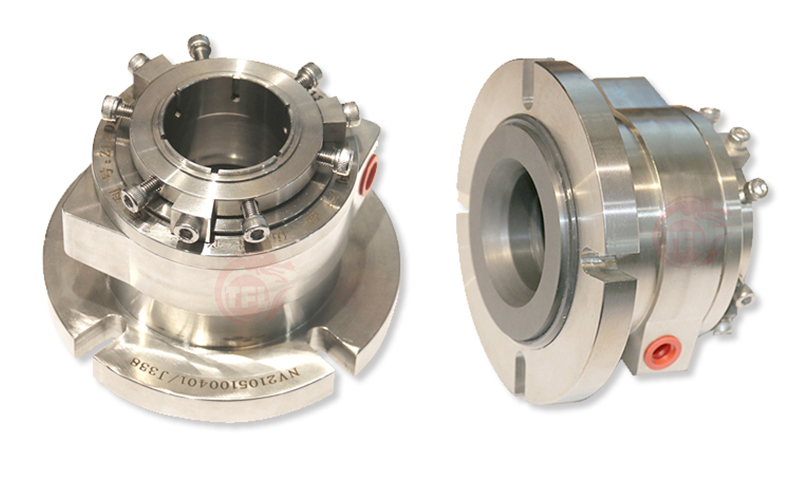
4, Mechanické těsnění: 12 třída magnetické dlaždice, magnetická ocel ze vzácných zemin.
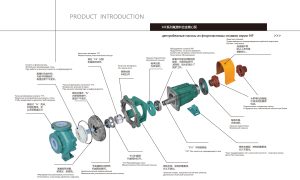
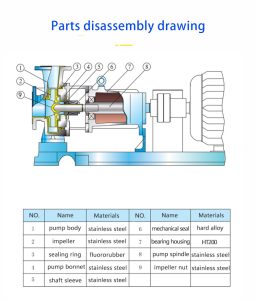
Výkres demontáže dílů
Zobrazení továrních fotografií

Analýza požadavků na čištění ložisek motorů čerpadel
Při demontáži ložisek za účelem údržby nejprve zaznamenejte vzhled ložisek, ověřte zbývající množství maziva, odeberte vzorky maziva ke kontrole a poté ložiska vyčistěte. Jako čisticí prostředek se obvykle používá benzín a petrolej.
Čištění demontovaných ložisek lze rozdělit na hrubé a jemné čištění. Měla by být umístěna v oddělených nádobách, na jejichž dně by měly být umístěny kovové síťové podložky, které zabrání přímému kontaktu ložisek s nečistotami v nádobě. Při hrubém čištění, pokud se ložisko otáčí se špínou, dojde k poškození valivého povrchu ložiska a je třeba tomu věnovat pozornost. Při hrubém čištění oleje použijte kartáč k odstranění mazacího tuku a adhezivních látek. Po hrubém čištění přejděte k jemnému čištění.
Jemným čištěním se rozumí pečlivé čištění ložisek při jejich otáčení v čisticím oleji. Kromě toho je třeba pravidelně udržovat čistotu čisticího oleje. Elektromotory by se měly obecně čistit a mazat po 2000 hodinách provozu. Existují dva způsoby čištění ložisek:
1) Metoda čištění horkým olejem: Ložiska, která z důvodu dlouhodobého používání ztvrdla měkkým suchým olejem nebo pastou proti korozi, by se měla ponořit do horkého motorového oleje o teplotě 100-200 ℃, sevřít kleštěmi a kartáčem očistit od olejových skvrn na ložiskách. Měkký suchý olej nebo pasta proti korozi se při zahřátí na 100-200 ℃ může rozpustit, takže se snadno vyplaví z mezer v ložiskách. Někdy stačí ložisko v oleji několikrát protřepat. Olejové skvrny mohou také vytékat ze škvír.
Při čištění soudečkových ložisek starých nebo dovezených motorů je třeba kuličky, kuličkové rámy a vnitřní kroužky vodorovně vytočit z vnějšího kroužku a poté je ponořit do horkého oleje. Při čištění krátkých válečkových ložisek by se měly válečky, kuličkové rámy, vnitřní a vnější kroužky rovněž oddělit.
Při čištění horkým olejem by teplota oleje neměla překročit 20 ℃.
2) Obecná metoda čištění spočívá v tom, že ložiska namočíte na 5-10 minut do petroleje, jednou rukou držíte vnitřní kroužek a druhou rukou otáčíte vnějším kroužkem. Suchý olej nebo pasta proti korozi z ložisek odpadne. Poté vložte ložisko do čistého petroleje, vykartáčujte ho měkkým kartáčem, vyčistěte olejové skvrny v kuličkových ložiskách a mezerách a jednou ho omyjte v benzínu. Po vyjmutí jej položte na čistý papír. Při čištění soudečkových kuličkových ložisek a krátkých válečkových ložisek by měly být kuličky, kuličkové stojany, vnitřní a vnější kroužky pro čištění odděleny.
Čištění ložisek namontovaných na hřídeli spočívá především ve způsobu lití oleje nebo stříkání olejovou pistolí. U snadno čistitelných olejových skvrn se nejprve použije petrolej a poté benzín; obtížně čistitelné olejové skvrny se nejprve opláchnou 100-200 ℃ horkého motorového oleje nebo nastříkají olejovou pistolí a poté vyčistí benzínem. Dávejte pozor, abyste k oškrábání ložisek nepoužívali ostré nástroje: tvrdé olejové skvrny nebo rez mohou poškodit hladkost valivých prvků a částí drážkových kroužků ložisek, a ložiska čistěte čistým hadříkem.
Na co je třeba dávat pozor při připojování k potrubí při instalaci čerpadel odolných proti kyselinám, zásadám a korozi?
Čerpadla odolná proti korozi, kyselinám a zásadám se obecně dělí na odstředivá čerpadla odolná proti korozi, kyselinám a zásadám a magnetická čerpadla odolná proti korozi, kyselinám a zásadám. Při připojování potrubí je nutné je nejprve vyrovnat. Jaké jsou požadavky na instalaci a seřízení souprav čerpadel odolných proti korozi, kyselinám a zásadám? Když je vše připraveno, čemu je třeba věnovat pozornost při připojování k potrubí?
1、 Technické požadavky na instalaci a seřízení antikorozních, kyselinovzdorných a alkalicky odolných čerpacích jednotek
1. Instalace a konstrukce čerpacích jednotek by měla být provedena v souladu s příslušnými normami. Pokud jsou v technické dokumentaci výrobku uvedeny jiné požadavky, měla by být instalace a přejímka provedena podle požadavků v technické dokumentaci výrobku.
2. Umístění, vyrovnání a nivelace čerpací jednotky by měly splňovat následující požadavky:
(1) Přípustná odchylka pro rovinnost je 0,05 mm/m v podélném směru a 0 v příčném směru 10 mm/m.
(2) Přípustná odchylka mezi podélnou a příčnou osou je 5 mm;
(3) Přípustná odchylka ve výšce je ± 5 mm. U zařízení připojených k jiným zařízením je přípustná odchylka ve výšce ± 2 mm;
3. Po kvalifikovaném prvotním vyrovnání čerpacího zařízení je vhodné otvory pro kotevní šrouby do 24 hodin injektovat; při injektáži by svislost kotevních šroubů neměla překročit 0,15/1000 m; injektážní materiál by měl být o jeden stupeň vyšší než stupeň betonu základu čerpacího zařízení a měl by být aplikován průběžně.
Pokud pevnost injektážního betonu ve vyhrazeném otvoru kotevního šroubu dosáhne 75% nebo více projektované pevnosti, lze provést upevnění kotevního šroubu.
5. Referenční měřicí body instalace by měly být vybrány z následujících pozic:
(1) Čerpadlo instalované jako celek by mělo vycházet z povrchu vstupní příruby nebo jiných vodorovných referenčních ploch pro obrábění;
(2) Demontujte a namontujte čerpadlo podle povrchu obrábění tělesa čerpadla;
(3) Vertikální čerpadlo, založené na spojce nebo základně motoru; pístové čerpadlo je založeno na kluzném tělese, ložiskovém uložení, exponovaných částech hřídele nebo jiných obrobených plochách.
6. Čerpadlová jednotka by měla být vyrovnána a zarovnána pomocí podložek, které by měly splňovat následující požadavky:
(1) Podložka by měla být blízko obou stran kotevního šroubu. Pokud je osová vzdálenost mezi kotevními šrouby větší než 1 m, mělo by být mezi kotevní šrouby přidáno další podložkové železo. Celková výška podložkového železa by měla být obecně kontrolována v rozmezí 20-40 mm;
(2) Malým kladívkem poklepejte a zkontrolujte těsnost železné skupiny podložky a neměla by být žádná vůle;
(3) Pomocí 0,05mm měrky zkontrolujte mezeru mezi podložkami a mezi podložkami a základnou. Součet délek podložek vložených z obou stran na stejnou plochu mezery by neměl přesáhnout jednu třetinu délky (šířky) podložek; Po absolvování kontroly včas proveďte polohovací svařování mezi vrstvami skupiny podložkového železa.
7. Po vyrovnání a seřízení čerpací jednotky utáhněte kotevní šrouby a ujistěte se, že utahovací moment a axiální tahové napětí šroubů splňují normy nebo stanovené požadavky.
8. Po dotažení kotevních šroubů proveďte vyrovnání osy. Přestože před opuštěním výrobního závodu byla dokončena montáž a kalibrace čerpadla, spojka by měla být překalibrována z důvodu přepravních a instalačních procesů. Obvykle se k měření čelní a radiální házivosti spojky používá číselníkový měřicí přístroj. Odchylka seřízení by měla odpovídat:
(1) Při montáži přírubové spojky by se měly čelní plochy obou polovin spojky těsně dotýkat a radiální posun odchylky seřízení obou hřídelů by měl být menší než 0 03 mm, axiální náklon by měl být menší než 0,05/1000 nebo podle požadavků technické dokumentace výrobku čerpadla;
(2) Při montáži pružné objímkové čepové spojky by měla být odchylka vyrovnání obou hřídelů a koncová vůle spojky v souladu s ustanoveními technické dokumentace výrobku čerpadla nebo příslušných norem;
(3) Při montáži vrstvených pružných spojek by měla být odchylka vyrovnání v souladu s ustanoveními technické dokumentace výrobku čerpadla nebo příslušných norem.
9. U vysokoteplotních čerpadel nebo čerpadlových jednotek s parní turbínou je třeba zohlednit faktor tepelné roztažnosti během provozu. Při studené instalaci by měla být upravena výška na jedné straně vysokoteplotního provozního zařízení podle technických požadavků na výrobek čerpadla nebo by mělo být provedeno vyrovnání za tepla. To znamená, že pokud se po určité době provozu čerpadla při provozní teplotě zjistí nadměrné vibrace zařízení, lze po zastavení čerpadla odpojit napájení a odpojit spojovací šrouby pro opětovné seřízení. U nízkoteplotních čerpadel nebo jiných čerpadel se značnými teplotními rozdíly mezi provozem a instalací, pokud se vibrace jednotky po určité době provozu zvýší, je třeba rovněž provést příslušné seřízení na správnou hodnotu.
Pokud jsou hnací stroj a čerpadlo poháněny řemenem, měla by rovnoběžnost obou hřídelí a odchylka obou kol odpovídat specifikacím v technické dokumentaci výrobku čerpadla nebo příslušným normám. Instalace čerpací jednotky s pružnými podpěrami by měla odpovídat technickým specifikacím výrobku čerpadla.
2、 Spojení mezi čerpací jednotkou a potrubím
1. Před instalací potrubí je třeba postupně odstranit písek, železné piliny, strusku a další nečistoty uvnitř potrubí. Potrubí se zvláštními požadavky v projektové dokumentaci by mělo být ošetřeno podle požadavků v projektové dokumentaci.
Po dokončení instalace potrubí, podpěr a závěsů připojených k čerpací jednotce by měly být odstraněny přírubové šrouby na připojovacím potrubí a všechny šrouby by měly být schopny hladce projít otvory pro šrouby ve volném stavu; Přípustná odchylka rovnoběžnosti mezi těsnicími plochami přírub a přípustná odchylka souososti musí být v souladu s konstrukční dokumentací nebo technickou dokumentací výrobku; Rozteč mezi styčnými plochami přírub ve volném stavu by měla být taková, aby bylo možné těsnění hladce vložit a vzdálenost byla malá.
3. Otvor na potrubí by měl být dokončen před instalací potrubí. Při otevírání na instalovaném potrubí je třeba vyčistit cizí předměty vzniklé řezáním uvnitř potrubí, aby se zabránilo jejich vniknutí do čerpadla.
4. Potrubí připojené k čerpací jednotce by mělo být instalováno ze strany čerpací jednotky a nejprve by měly být instalovány podpěry potrubí. Hmotnost a dodatečný točivý moment potrubí a ventilů by neměly působit na čerpací jednotku. Pokud se teplota přepravovaného média výrazně liší od teploty okolí, měly by být v potrubí instalovány dilatační spáry.
5. Po připojení potrubí k čerpací jednotce je třeba překontrolovat přesnost původního seřízení čerpadla. Pokud jsou zjištěny odchylky způsobené připojením potrubí, je třeba potrubí a jeho podpěru upravit.