















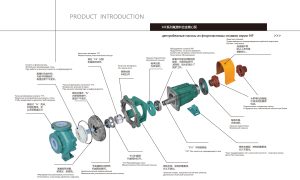
Introduction
Il est largement utilisé dans les processus de décapage et de peinture dans la construction automobile. Electrolytes dans la fonte des métaux non ferreux ; Le projet de soude caustique à membrane ionique est le plus grand processus de traitement de l'ammoniac, des eaux usées et d'ajout d'acide. Conformément à la conception internationale, les pièces d'écoulement sont toutes étroitement revêtues de fluorine, et le palier de la pompe est en métal. Équipée d'une garniture mécanique à soufflet externe, matériau de broyage : alumine VS tétrafluoroïdes, carbure de silicium VS tétrafluoroïdes, carbure cémenté VS carbure cémenté, la surface de broyage peut être sélectionnée en fonction des différentes conditions de travail.
Pompe centrifuge IHF spéciale pour la résistance aux acides
Pompe centrifuge en plastique fluoré IHF, les pièces de passage sont en PTFE, FEP, PFA, PVDF et autres matériaux plastiques résistants aux acides. C'est un choix idéal pour la résistance à la corrosion industrielle. Elle est équipée de joints et d'accouplements mécaniques et est entraînée par des moteurs.
Paramètres principaux de la pompe centrifuge en plastique fluoré :
- Flow: 1.8m³/h-400m³/h(1800L/h-400000L/h)
- Hauteur de chute : 5m-80m (0,5bar-8bar)
- Puissance : 1.5kw-110kw(2HP-145HP)
- Milieu applicable : Acides, bases, sels, oxydants forts de toute concentration
- Caractéristiques : corps de pompe revêtu de fluorine avec une longue durée de vie, structure compacte, moteurs à deux ou quatre étages au choix.
Notre société peut, en fonction des conditions de travail réelles, choisir différentes configurations et fournir une solution précise.

Avantage
1,Roulements : roulements de marque désignée, authentiques et originaux, fonctionnement durable.
2,Corps de pompe revêtu de fluor : revêtement en fluor lisse, indéformable.
3,Roue : cône en T, résistant à la corrosion.
4,Garniture mécanique : tuile magnétique de qualité 12, acier magnétique à base de terres rares.
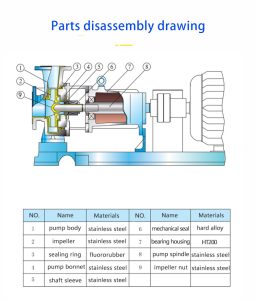
Plan de démontage des pièces
Affichage des photos d'usine

Analyse des exigences de nettoyage des paliers de moteur des pompes
Lors du démontage des roulements pour l'entretien, il faut d'abord noter l'aspect des roulements, confirmer la quantité restante de lubrifiant, prélever des échantillons de lubrifiant pour les inspecter, puis nettoyer les roulements. L'essence et le kérosène sont généralement utilisés comme agents de nettoyage.
Le nettoyage des roulements démontés peut être divisé en un nettoyage grossier et un nettoyage fin. Les roulements doivent être placés dans des conteneurs séparés, avec des coussins en maille métallique placés au fond pour éviter que les roulements n'entrent directement en contact avec la saleté dans le conteneur. Pendant le nettoyage grossier, si le roulement tourne avec des saletés, la surface de roulement du roulement sera endommagée et il faudra y prêter attention. Lors du nettoyage grossier de l'huile, utilisez une brosse pour enlever la graisse lubrifiante et les substances adhésives. Après le nettoyage grossier, passez au nettoyage fin.
Le nettoyage fin consiste à nettoyer soigneusement les roulements en les faisant tourner dans l'huile de nettoyage. En outre, l'huile de nettoyage doit également être maintenue propre régulièrement. Les moteurs électriques doivent généralement être nettoyés et lubrifiés après 2000 heures d'utilisation. Il existe deux méthodes de nettoyage des roulements :
1) Méthode de nettoyage à l'huile chaude : En raison d'une utilisation prolongée, les roulements qui ont durci avec de l'huile sèche molle ou de la pâte antirouille doivent être immergés dans de l'huile moteur chaude à 100-200 ℃, serrés avec une pince et nettoyés des taches d'huile sur les roulements à l'aide d'une brosse. L'huile sèche molle ou la pâte antirouille peut fondre lorsqu'elle est chauffée à 100-200 ℃, ce qui permet de l'éliminer facilement des interstices des roulements. Parfois, il suffit de secouer le roulement plusieurs fois dans l'huile. Les taches d'huile peuvent également s'écouler des fissures.
Lors du nettoyage des roulements sphériques centripètes de moteurs anciens ou importés, les billes, les cadres à billes et les bagues intérieures doivent être sortis de la bague extérieure par rotation horizontale, puis immergés dans de l'huile chaude. Lors du nettoyage des roulements à rouleaux cylindriques courts, les rouleaux, les cadres à billes, les bagues intérieures et les bagues extérieures doivent également être séparés.
Pendant le nettoyage à l'huile chaude, la température de l'huile ne doit pas dépasser 20 ℃.
2) La méthode générale de nettoyage consiste à tremper les roulements dans du kérosène pendant 5 à 10 minutes, à tenir la bague intérieure d'une main et à faire tourner la bague extérieure de l'autre. L'huile sèche ou la pâte antirouille sur les roulements se détache. Placez ensuite le roulement dans du kérosène propre, brossez-le avec une brosse douce, nettoyez les taches d'huile dans les roulements à billes et les interstices, et lavez-le une fois dans de l'essence. Après l'avoir retiré, placez-le sur du papier propre. Lors du nettoyage des roulements à billes centripètes et des roulements à rouleaux cylindriques courts, les billes, les crémaillères à billes, les bagues intérieures et les bagues extérieures doivent être séparées pour être nettoyées.
Le nettoyage des roulements installés sur l'arbre repose principalement sur la méthode consistant à verser de l'huile ou à la pulvériser à l'aide d'un pistolet à huile. Pour les taches d'huile faciles à nettoyer, on utilise d'abord du kérosène, puis de l'essence ; pour les taches d'huile difficiles à nettoyer, on rince d'abord avec 100-200 ℃ d'huile moteur chaude ou on pulvérise avec un pistolet à huile, puis on nettoie avec de l'essence. Veillez à ne pas utiliser d'outils tranchants pour gratter les roulements : les taches d'huile dure ou la rouille peuvent endommager la douceur des éléments roulants et des bagues des roulements, et nettoyez les roulements à l'aide d'un chiffon propre.
À quoi faut-il prêter attention lors du raccordement aux canalisations lors de l'installation de pompes résistantes aux acides, aux alcalis et à la corrosion ?
Les pompes anticorrosion, résistantes aux acides et aux alcalis, sont généralement divisées en pompes centrifuges anticorrosion, résistantes aux acides et aux alcalis, et en pompes magnétiques anticorrosion, résistantes aux acides et aux alcalis. Lors du raccordement des conduites, il est nécessaire de les aligner au préalable. Quelles sont les exigences en matière d'installation et d'alignement des groupes motopompes anticorrosion, résistants aux acides et aux alcalis ? Une fois que tout est prêt, à quoi faut-il faire attention lors du raccordement aux canalisations ?
1、 Exigences techniques pour l'installation et l'alignement des groupes motopompes anticorrosion, résistants aux acides et aux alcalis
1. L'installation et la construction des groupes motopompes doivent être effectuées conformément aux normes applicables. Lorsque les documents techniques du produit contiennent d'autres exigences, l'installation et la réception doivent être effectuées conformément aux exigences des documents techniques du produit.
2. Le positionnement, l'alignement et la mise à niveau de la motopompe doivent répondre aux exigences suivantes :
(1) L'écart admissible pour la planéité est de 0,05 mm/m dans le sens longitudinal et de 10 mm/m dans le sens transversal.
(2) L'écart admissible entre les lignes médianes longitudinales et transversales est de 5 mm ;
(3) L'écart d'élévation autorisé est de ± 5 mm. Pour ceux qui sont connectés à d'autres équipements, l'écart d'élévation autorisé est de ± 2 mm ;
3. Une fois que l'alignement initial de la motopompe est qualifié, il est conseillé de couler les trous des boulons d'ancrage dans les 24 heures. Pendant le coulage, la verticalité des boulons d'ancrage ne doit pas dépasser 0,15/1000 m. Le matériau de coulage doit être d'une qualité supérieure à la qualité du béton de la fondation de la motopompe et doit être appliqué de manière continue.
Lorsque la résistance du béton d'injection dans le trou réservé du boulon d'ancrage atteint 75% ou plus de la résistance nominale, la fixation du boulon d'ancrage peut être effectuée.
5. Les points de mesure de référence de l'installation doivent être choisis parmi les positions suivantes :
(1) La pompe installée dans son ensemble doit être basée sur la surface de la bride d'entrée ou d'autres surfaces de référence d'usinage horizontales ;
(2) Démonter et installer la pompe en se basant sur la surface d'usinage du corps de pompe ;
(3) Pompe verticale, basée sur l'accouplement ou la base du moteur ; une pompe à mouvement alternatif est basée sur la glissière du corps, le siège du palier, les parties exposées de l'arbre ou d'autres surfaces usinées.
6. Le groupe motopompe doit être mis à niveau et aligné à l'aide de cales, qui doivent répondre aux exigences suivantes :
(1) Le fer à béton doit être proche des deux côtés du boulon d'ancrage. Si la distance centrale entre les boulons d'ancrage dépasse 1 m, il convient d'ajouter une semelle supplémentaire entre les boulons d'ancrage. La hauteur totale de la semelle doit généralement être contrôlée entre 20 et 40 mm ;
(2) A l'aide d'un petit marteau, tapez et vérifiez l'étanchéité du groupe de fers à repasser, il ne doit pas y avoir de jeu ;
(3) Utiliser une jauge d'épaisseur de 0,05 mm pour vérifier l'écart entre les cales et entre les cales et la base. La somme des longueurs des cales insérées des deux côtés sur la même surface d'écartement ne doit pas dépasser un tiers de la longueur (largeur) des cales ; après avoir passé l'inspection, effectuer en temps voulu la soudure de positionnement entre les couches du groupe de fer à tampon.
7. Après la mise à niveau et l'alignement de la motopompe, serrez les boulons d'ancrage et assurez-vous que le couple de serrage et la contrainte de traction axiale des boulons sont conformes aux normes ou aux exigences spécifiées.
8. L'alignement des axes doit être effectué après le serrage des boulons d'ancrage. Bien que la pompe ait été assemblée et étalonnée avant de quitter l'usine, l'accouplement doit être réétalonné en raison des processus de transport et d'installation. En général, un comparateur est utilisé pour mesurer le battement d'extrémité et le battement radial de l'accouplement. L'écart d'alignement doit être conforme à :
(1) Lors de l'assemblage de l'accouplement à bride, les faces frontales des deux moitiés de l'accouplement doivent être en contact étroit, et le déplacement radial de l'écart d'alignement des deux arbres doit être inférieur à 0,03 mm, l'inclinaison axiale doit être inférieure à 0,05/1000, ou selon les exigences des documents techniques du produit de la pompe ;
(2) Lors de l'assemblage de l'accouplement à manchon élastique, l'écart d'alignement des deux arbres et le jeu d'extrémité de l'accouplement doivent être conformes aux dispositions des documents techniques du produit de la pompe ou des normes pertinentes ;
(3) Lors de l'assemblage d'accouplements flexibles stratifiés, l'écart d'alignement doit être conforme aux dispositions des documents techniques du produit de la pompe ou des normes pertinentes.
9. Pour les pompes à haute température ou les groupes motopompes à turbine à vapeur, le facteur de dilatation thermique pendant le fonctionnement doit être pris en compte. Lors de l'installation à froid, l'élévation d'un côté de l'équipement de fonctionnement à haute température doit être ajustée en fonction des exigences techniques du produit de la pompe ou l'alignement à chaud doit être effectué. En d'autres termes, si des vibrations excessives de l'unité sont constatées après que la pompe a fonctionné à la température de fonctionnement pendant un certain temps, l'alimentation électrique peut être coupée après avoir arrêté la pompe, et les boulons d'accouplement peuvent être déconnectés pour un réalignement. Pour les pompes à basse température ou d'autres pompes présentant des différences de température importantes entre le fonctionnement et l'installation, si les vibrations de l'unité augmentent après un certain temps de fonctionnement, des ajustements appropriés doivent également être effectués pour atteindre la valeur correcte.
Lorsque la machine d'entraînement et la pompe sont entraînées par une courroie, le parallélisme des deux arbres et la déviation des deux roues doivent être conformes aux spécifications des documents techniques du produit de la pompe ou aux normes pertinentes. L'installation de la pompe avec des supports élastiques doit être conforme aux spécifications techniques de la pompe.
2、 Raccordement entre la pompe et la canalisation
1. Avant l'installation de la canalisation, le sable, la limaille de fer, les scories et autres débris à l'intérieur de la canalisation doivent être enlevés un par un. Les conduites pour lesquelles les documents de conception prévoient des exigences particulières doivent être traitées conformément aux exigences des documents de conception.
Une fois l'installation des tuyauteries, des supports et des étriers reliés à la pompe terminée, les boulons de bride sur le tuyau de raccordement doivent être retirés et tous les boulons doivent pouvoir passer sans problème à travers les trous de boulon à l'état libre ; l'écart de parallélisme admissible entre les surfaces d'étanchéité des brides et l'écart de coaxialité admissible doivent être conformes aux documents de conception ou aux documents techniques du produit ; l'espacement entre les faces de bride correspondantes à l'état libre doit être tel que le joint puisse être inséré sans problème et que l'écart soit faible.
3. L'ouverture sur la canalisation doit être achevée avant l'installation de la canalisation. Lors de l'ouverture de la canalisation installée, les corps étrangers générés par la coupe à l'intérieur de la canalisation doivent être nettoyés pour éviter qu'ils ne pénètrent dans la pompe.
4. La tuyauterie connectée à la motopompe doit être installée du côté de la motopompe, et les supports de tuyauterie doivent être installés en premier. Le poids et le couple supplémentaire de la tuyauterie et des vannes ne doivent pas agir sur la motopompe. Si le fluide transporté est sensiblement différent de la température ambiante, des joints de dilatation doivent être installés dans la tuyauterie.
5. Après avoir raccordé la canalisation à la pompe, il convient de vérifier à nouveau la précision de l'alignement d'origine de la pompe. Si des écarts sont constatés en raison du raccordement de la tuyauterie, la tuyauterie et son support doivent être ajustés.