













Představte stránky
Řada Y2VP s proměnnou frekvencí regulující otáčky nízkého napětí
Číslo rámu: H80-450
Kapacita: 0,55 ~ 900 kW
Napětí: 1140 V a nižší
Frekvenční rozsah: 5~100Hz
Jakým olejem je třeba mazat motor čerpadla?
K mazání motoru čerpadla se obvykle používá specifický elektrický olej nebo mazivo. Výběr správného maziva závisí na typu motoru, provozních podmínkách a doporučeních výrobce. Zde jsou uvedeny některé běžné možnosti:
Elektrický olej: U uzavřených motorů, které vyžadují mazání olejem, se obvykle používá speciální elektrický olej. Tento olej je obvykle průhledný a má dobré izolační vlastnosti a tepelnou stabilitu.
Pomáda: Pro ložiska a další pohyblivé části se obvykle používá plastické mazivo. Mazivo vytváří na mazané ploše ochranný film, který snižuje opotřebení a zabraňuje korozi.
Víceúčelová plastická maziva: Pro méně náročná prostředí lze použít víceúčelová plastická maziva, která jsou vhodná pro různé teplotní podmínky a zatížení.
Speciální maziva: Některé speciální typy motorů mohou vyžadovat speciální maziva, zejména ty, které pracují při extrémních teplotách nebo ve speciálním prostředí.
Při výběru maziva je nejdůležitější dodržovat doporučení výrobce čerpadla nebo motoru. Použití nesprávného maziva může mít za následek zhoršení výkonu nebo poškození zařízení. Pokud si nejste jisti, jaké mazivo použít, obraťte se na technickou podporu zařízení nebo na odborníka na údržbu.
Dovednosti v oblasti čerpadel a motorického seřízení
Za prvé, význam čerpadla
Střed otáčení obou hřídelí spojených spojkou čerpadla a motoru by měl být přísně soustředný a spojka musí být při instalaci přesně vyrovnaná a vystředěná, jinak způsobí velké namáhání spojky a vážně ovlivní normální práci hřídele, ložisek a dalších částí na hřídeli, a dokonce způsobí vibrace nebo poškození celého stroje a základu.
Proto je hledání spojky čerpadla a motoru jedním z velmi důležitých pracovních článků v procesu instalace a údržby.
Za druhé, spojka pro zjištění přesné analýzy posunu
Při instalaci nového čerpadla nelze kontrolovat svislost mezi koncovou plochou spojky a osou, ale při instalaci starého čerpadla je třeba ji pečlivě zkontrolovat, a pokud není svislá, je nutné svislou polohu upravit a poté najít správnou. Obecně se mohou vyskytnout čtyři situace.
1), S1=S2, a1=a2 Koncová plocha obou polovin opěrných kol je ve správné poloze rovnoběžná a soustředná, pak obě osy musí ležet v přímce.
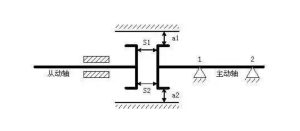
2), S1=S2, a1≠a2 Koncové plochy obou polovin opěrných kol jsou rovnoběžné, ale osy jsou různé, pak mezi oběma osami existuje rovnoběžný radiální posun e=(A2-A1)/2.
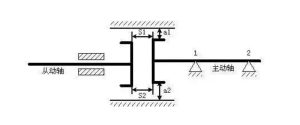
3), S1≠S2, a1=a2 Přestože jsou čelní plochy obou polovin opěrných kol soustředné, ale nejsou rovnoběžné, existuje mezi oběma osami úhlové posunutí α.
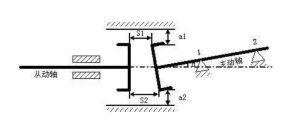
4), S1≠S2, a1≠a2 Koncové plochy obou polovin opěrných kol mají různé středy a nejsou rovnoběžné, mezi oběma osami je radiální posun e i úhlový posun α.
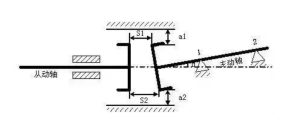
Spojení v prvním případě spočívá v tom, že hledáme ideální stav, o jehož dosažení musíme usilovat, a ostatní tři stavy nejsou správné a musíme je upravit tak, abychom dosáhli prvního případu.
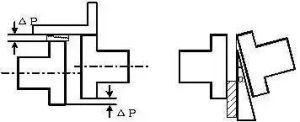
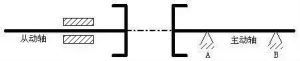
Při instalaci zařízení nejprve nainstalujte motor (tj. hlavu čerpadla) tak, aby jeho osa byla ve vodorovné poloze, a poté nainstalujte pohon (tj. motor je často řečeno), takže časování je třeba nastavit pouze motor, tj. způsob nastavení těsnění na patě motoru pro nastavení.
Za třetí, najděte metodu nastavení měření času
V následujícím textu jsou představeny především dvě metody nastavení měření, které se běžně používají v procesu údržby a které lze rozdělit na různé měřicí nástroje:
1), použití pravítka nože a pravítka pro měření různých srdcí spoje a použití klínového mezerníku nebo pravítka pro měření nerovnoměrnosti čelní plochy spoje, tato metoda je vhodná pro pružné připojení nízké rychlosti, požadavky na přesnost nejsou vysoké vybavení.
2), použití číselníkového indikátoru a stolního rámu nebo speciálních nástrojů pro zarovnání (např. laserový kalibrační přístroj pro zarovnání) pro měření různých srdcí a nerovnoběžných dvou spojek, tato metoda je vhodná pro rotační zařízení s vysokou rychlostí, tuhým připojením a vysokými požadavky na přesnost.
Pozor:
1) při použití pravítka a nožového pravítka pro zjištění časování by měl být povrch radiální čelní plochy spojky hladký, hladký, bez rzi, bez otřepů.
2), aby bylo vidět světlo pravítka nože, je nejlepší použít svítilnu.
3) Pro konečnou naměřenou hodnotu by měl být kotevní šroub motoru zcela upevněn bez uvolnění.
4), použijte speciální nástroje k nalezení načasování, proveďte stejnou značku, abyste se vyhnuli chybě dat měření, opěrné kolo by mělo být rozděleno do 4-8 bodů, abyste získali přesná data.
5), pořizování záznamů je důležitou součástí hledání toho správného.
Při přidávání a úpravě povrchu polštáře můžete použít následující metody:
1), intuitivní metoda (metoda zkušenostního plus a minus polštáře). Protože při údržbě nemá některé seřízení čerpadla plně dobré podmínky a nástroje, při seřizování bude hrát velkou roli zkušenost mistra, pokaždé, když přidá, sníží polštářek, měl by zvážit těsnost šroubu motoru a jeho rezervu.
2) Metoda výpočtu.
Ⅰ. Původní stav
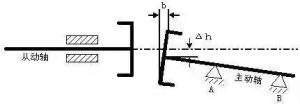
Ⅱ. Zvyšte Δh
Ⅲ. Upravená osová čára
(1) Nejprve eliminujte výškový rozdíl spojky.
Hřídel motoru by měla být zvednuta pomocí těsnění A, aby se zvedl Δh, což znamená, že přední podpěra A a zadní podpěra B by měly současně podložit Δh pod stolem.
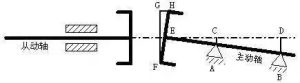
(2) Odstranění otvoru spojky
Pod podpěry A a B se přidají těsnění různé tloušťky, přičemž podložka přidaná k podpěře B by měla být vyšší než podložka podpěry A.
Celková tloušťka upraveného těsnění je tedy: přední podpěra A=Δh+AC; zadní podpěra B=Δh+BD. (Mezi nimi lze uvažovat o způsobu výpočtu AC a BD, jak je získat pomocí měřitelných údajů.)