













Predstavte stránku
Séria Y2VP s premenlivou frekvenciou regulácie otáčok nízkeho napätia
Číslo rámu: H80-450
Kapacita: 0,55 až 900 kW
Napätie: 1140 V a menej
Frekvenčný rozsah: 5~100Hz
Akým druhom oleja je potrebné mazať motor čerpadla
Na mazanie motora čerpadla sa zvyčajne používa špecifický elektrický olej alebo mazivo. Výber správneho maziva závisí od typu motora, prevádzkových podmienok a odporúčaní výrobcu. Tu sú uvedené niektoré bežné možnosti:
Elektrický olej: V prípade uzavretých motorov, ktoré vyžadujú mazanie olejom, sa zvyčajne používa špeciálny elektrický olej. Tento olej je zvyčajne priehľadný a má dobré izolačné vlastnosti a tepelnú stabilitu.
Pomáda: Na ložiská a iné pohyblivé časti sa zvyčajne používa plastické mazivo. Mazivo vytvára na mazanej ploche ochranný film, ktorý znižuje opotrebovanie a zabraňuje korózii.
Viacúčelové mazivá: V menej náročných prostrediach možno použiť viacúčelové mazivá, ktoré sú vhodné pre rôzne teplotné podmienky a zaťaženie.
Špeciálne mazivá: Niektoré špeciálne typy motorov môžu vyžadovať špeciálne mazivá, najmä tie, ktoré pracujú v extrémnych teplotách alebo v špeciálnom prostredí.
Pri výbere maziva je najdôležitejšie dodržiavať odporúčania výrobcu čerpadla alebo motora. Použitie nesprávneho maziva môže mať za následok zníženie výkonu alebo poškodenie zariadenia. Ak si nie ste istí, aké mazivo použiť, poraďte sa s technickou podporou zariadenia alebo s odborníkom na údržbu.
Zručnosti v oblasti nastavenia čerpadla a motora
Po prvé, význam čerpadla
Stred otáčania dvoch hriadeľov spojených spojkou čerpadla a motora by mal byť prísne sústredný a spojka musí byť pri inštalácii presne zarovnaná a vycentrovaná, inak spôsobí veľké namáhanie spojky a vážne ovplyvní normálnu prácu hriadeľa, ložísk a iných častí na hriadeli a dokonca spôsobí vibrácie alebo poškodenie celého stroja a základu.
Preto je hľadanie spojky čerpadla a motora jedným z veľmi dôležitých pracovných článkov v procese inštalácie a údržby.
Po druhé, spojenie na nájdenie presnej analýzy posunu
Pri inštalácii nového čerpadla nemožno kontrolovať vertikalitu medzi čelnou stranou spojky a osou, ale pri inštalácii starého čerpadla ju treba starostlivo skontrolovať, a keď nie je vertikálna, je potrebné nastaviť vertikalitu a potom nájsť správnu. Vo všeobecnosti sa môžu vyskytnúť štyri situácie.
1), S1=S2, a1=a2 Koncová plocha oboch polovičných kolies operadla je v správnej polohe rovnobežná aj sústredná, potom sa obe osi musia nachádzať v priamke.
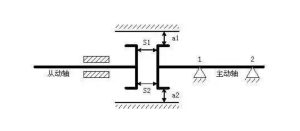
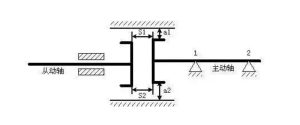
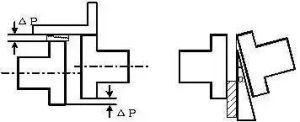
2), S1=S2, a1≠a2 Koncové plochy dvoch polosúmerných kolies sú rovnobežné, ale osi sú rôzne, potom medzi oboma osami je rovnobežný radiálny posun e=(A2-A1)/2.
3), S1≠S2, a1=a2 Hoci sú čelné plochy oboch polosúmerných kolies sústredné, ale nie rovnobežné, medzi oboma osami je uhlový posun α.
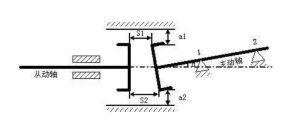
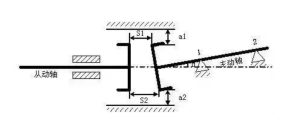
4), S1≠S2, a1≠a2 Koncové plochy oboch polovičných kolies operadla majú rôzne stredy a nie sú rovnobežné a medzi oboma osami je radiálny posun e aj uhlový posun α.
Spojenie v prvom prípade spočíva v tom, že hľadáme ideálny stav, ktorý sa musíme snažiť dosiahnuť, a ostatné tri stavy nie sú správne a musíme ich upraviť tak, aby sme dosiahli prvý prípad.
Pri inštalácii zariadenia najprv nainštalujte motor (to znamená hlavu čerpadla) tak, aby jeho os bola vo vodorovnej polohe, a potom nainštalujte pohon (to znamená, že sa často hovorí o motore), takže časovanie je potrebné nastaviť len na motor, to znamená, že metóda nastavenia tesnenia na päte motora na nastavenie.
Po tretie, nájdite metódu nastavenia merania času
V nasledujúcom texte sú predstavené najmä dve metódy nastavenia merania, ktoré sa bežne používajú v procese údržby a ktoré možno rozdeliť na rôzne meracie nástroje:
1), použitie nožového pravítka a tykadlového pravítka na meranie rôzneho srdca spojky a použitie klinovej medzery alebo tykadlového pravítka na meranie neparalelnosti čelnej strany spojky, táto metóda je vhodná na pružné pripojenie nízkej rýchlosti, požiadavky na presnosť nie sú vysoké vybavenie.
2), použitie číselníkového indikátora a stolového rámu alebo špeciálnych nástrojov na zarovnanie (ako je laserový kalibračný prístroj na zarovnanie) na meranie rôznych sŕdc a neparalelných dvoch spojok, táto metóda je vhodná pre rotujúce zariadenia s vysokou rýchlosťou, pevným pripojením a vysokými požiadavkami na presnosť.
Pozor:
1) pri použití pravítka a nožového pravítka na zistenie načasovania by mal byť povrch radiálnej čelnej plochy spojky hladký, hladký, bez hrdze, bez otrepov.
2), aby ste videli svetlo pravítka noža, je najlepšie použiť baterku.
3) Pre konečnú nameranú hodnotu by mala byť kotviaca skrutka motora úplne upevnená bez uvoľnenia.
4), použite špeciálne nástroje na zistenie načasovania, urobte rovnakú značku, aby ste sa vyhli chybe údajov merania, koleso opierky by sa malo rozdeliť na 4-8 bodov, aby sa získali presné údaje.
5), tvorba záznamov je dôležitou súčasťou hľadania toho správneho.
Pri pridávaní a úprave povrchu vankúša môžete použiť nasledujúce metódy:
1), intuitívna metóda (metóda skúseností plus a mínus vankúš). Pretože pri údržbe niektoré zarovnanie čerpadla nemá úplne dobré podmienky a nástroje, pri nastavovaní budú hrať veľkú úlohu skúsenosti majstra, zakaždým, keď pridáte, znížite vankúšik, mali by ste zvážiť tesnosť skrutky motora a jeho rezervu.
2) Metóda výpočtu.
Ⅰ. Pôvodný stav
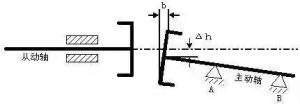
Ⅱ. Zvýšte Δh
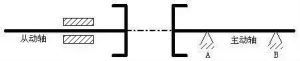
Ⅲ. Upravená osová čiara
(1) Najprv odstráňte výškový rozdiel spojky
Hriadeľ motora by sa mal zdvihnúť pomocou tesnenia A, aby sa zdvihol Δh, čo znamená, že predná podpera A a zadná podpera B by mali súčasne podložiť Δh pod stôl.
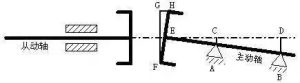
(2) Odstráňte otvorenie spojky
Pod podpery A a B sa pridajú tesnenia rôznej hrúbky a podložka pridaná k podpere B by mala byť vyššia ako podložka A.
Celková hrúbka upraveného tesnenia je teda: predná podpera A=Δh+AC; zadná podpera B=Δh+BD. (Spomedzi nich možno uvažovať o spôsobe výpočtu AC a BD, ako ich získať prostredníctvom merateľných údajov.)