











Ieviest
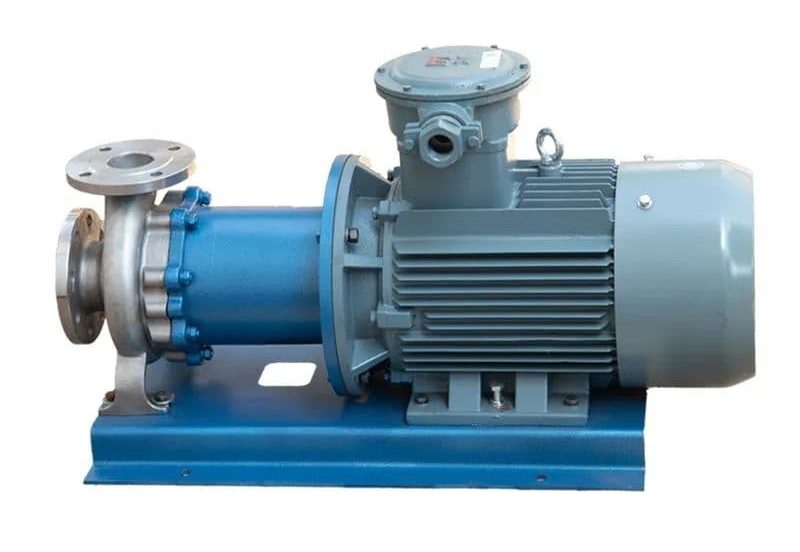
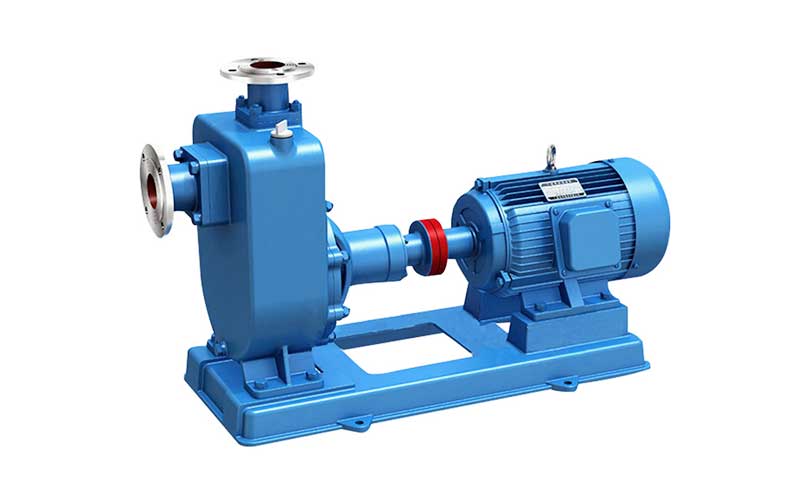
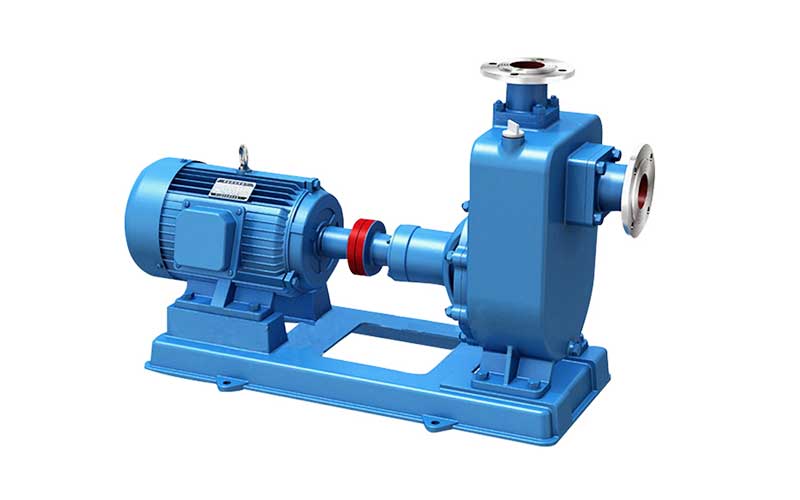
Pašiesūcošais sūknis ir pašiesūcošs centrbēdzes sūknis, kura priekšrocības ir kompakta konstrukcija, vienkārša ekspluatācija, vienmērīga darbība, viegla apkope, augsta efektivitāte, ilgs kalpošanas laiks un spēcīga pašiesūknēšanas spēja. Cauruļvadam nav nepieciešams uzstādīt apakšējo vārstu, un pirms darba ir tikai jāpārliecinās, ka sūkņa korpusā ir saglabāts kvantitatīvs gruntskrāsns. Dažādiem šķidrumiem var būt dažādu materiālu pašiesūcošie sūkņi.
ZX tipa pašiesūcošais sūknis ir horizontāls pašiesūcošs centrbēdzes sūknis, jo pašam sūknim nav pretvārsta, tā konstrukcija ir visvienkāršākā; Darbs ir visuzticamākais; Ilgs darba laiks, viegli uzturēt un lietot. Mazs izmērs, neliels svars, augsta efektivitāte, īpašs apsvērums, salīdzinot ar tāda paša kalibra sūkņiem, liels darba tilpums, augsta veiktspēja. Piemērojams pilsētas vides aizsardzībai, būvniecībai, ugunsdzēsībai, ķīmijas, farmācijas, krāsošanas, alus darīšanas, elektrības, galvanizācijas, papīra ražošanas, naftas, kalnrūpniecības, iekārtu dzesēšanas, naftas tankkuģu izkraušanas u. c. nozarēs.
Nanjing Teflona iekārtas specializējas korozijizturīgu sūkņu, vārstu, cauruļvadu un citu iekārtu izstrādē, ražošanā un pārdošanas tīklā. Tas ir viens no pirmajiem piegādātājiem Ķīnā, kas izmanto fluora plastmasu sūkņu vārstu ražošanā. Mūsu produkti ir izturējuši ISO9001 starptautiskās kvalitātes sistēmas sertifikāciju. Uzņēmumam ir bagāta ražošanas pieredze, spēcīgs tehniskais spēks, nevainojami testēšanas līdzekļi, pilnīga specifikāciju daudzveidība, zema cena un pieejama, stabila un uzticama kvalitāte. Mūsu mērķis ir "censties attīstīties, izmantojot zinātni un tehnoloģijas, izdzīvot, izmantojot kvalitāti, censties panākt efektivitāti, izmantojot klientus, un censties nodrošināt lietotājiem augstas kvalitātes produktus un apmierinošus pakalpojumus, izmantojot progresīvu ražošanas vadību un stingras kvalitātes prasības".
Speciālais
Parastā centrbēdzes sūkņa gadījumā, ja iesūknējamā šķidruma līmenis ir zem lāpstiņriteņa, iedarbināšanas laikā ūdens ir jāpiepilda iepriekš, kas ir ļoti neērti. Lai sūknī uzkrātu ūdeni, sūkņa sūkņa ieplūdei ir jābūt aprīkotai ar apakšējo vārstu, kas sūkņa darbības laikā rada lielus hidrauliskos zudumus. Tā sauktais pašiesūcošais sūknis ir tāds, ka pirms palaišanas nav nepieciešams uzpildīt ūdeni (pirmajā palaišanas reizē pēc uzstādīšanas joprojām nepieciešams uzpildīt ūdeni), pēc īsa darbības perioda, paļaujoties uz paša sūkņa lomu, tas ir, ūdeni var iesūkt un sākt normālu darbu.
Piemērotais diapazons
1, piemērots pilsētas vides aizsardzībai, būvniecībai, ugunsdzēsībai, ķīmiskajai, farmaceitiskajai, krāsvielu, poligrāfijas un krāsošanas, alus darīšanas, elektrības, galvanizācijas, papīra ražošanas, rūpniecības un kalnrūpniecības mazgāšanai, iekārtu dzesēšanai utt.
2, kas aprīkots ar šūpuļveida sprauslu, bet var arī mazgāt ūdeni gaisā, izkaisīti mazos lietus pilienos, ir labs lauksaimniecības, kokaudzētavas, augļu dārza, dārzeņu dārza aprīkojums.
3, piemērots tīram ūdenim, jūras ūdenim un ķīmiskam vidējam šķidrumam ar skābi un sārmainību, kā arī suspensijai ar vispārēju pastu (vidēja viskozitāte < 100 centiper procenti, cietvielu saturs līdz 30%).
4, var izmantot ar jebkuru filtra preses modeļa specifikāciju, vircu nosūta uz filtra presi, lai filtrētu visideālāko atbalsta sūkni.
Uzturēšanas metodes
Uzturēšanas metode:
1) Pēc 1000 magnētiskā sūkņa normālas darbības stundām ir jāpārbauda un jānomaina gultņu un gala virsmas kustīgo gredzenu nodilums un jānomaina pret atkārtoti neizmantojamām neaizsargātām daļām.
2) Sūkņa apkārtējās vides temperatūrai lietošanas laikā jābūt zemākai par 40 ℃, un motora temperatūras paaugstināšanās nedrīkst pārsniegt 75 ℃.
3) transportējamajai videi un tās temperatūrai jābūt magnētiskā sūkņa materiāla pieļaujamajā diapazonā. Inženiertehnisko plastmasas sūkņu darba temperatūra ir zemāka par 60 ℃, metāla sūkņu darba temperatūra ir zemāka par 100 ℃, un transportēšanas iesūkšanas spiediens nav lielāks par 0,2 MPa.
4) Ja transportējamā vide satur cietās daļiņas, sūkņa ieplūdes atverē jāpievieno filtrs. Ja tā satur feromagnētiskas daļiņas, jāpievieno magnētiskais filtrs.
5) Ja transportējamais šķidrums ir šķidrums, kas ir pakļauts nogulsnēm un kristalizācijai, pēc lietošanas tas ir savlaicīgi jāiztīra un sūknī uzkrājies šķidrums jāiztukšo.
6) Magnētisko sūkņu gultņu dzesēšana un eļļošana ir atkarīga no transportējamās vides, tāpēc ir absolūti aizliegts tos ekspluatēt bez slodzes; Tajā pašā laikā jāpievērš uzmanība arī ūdens sūkņa pēkšņam strāvas padeves pārtraukumam darbības laikā un pēc tam no jauna jāuzsāk telpiskā darbība.
7) GC tipa katlu padeves ūdens sūkņa montāžas kvalitāte tieši ietekmē normālu sūkņa darbību un ietekmē sūkņa kalpošanas laiku un veiktspējas parametrus; jāietekmē iekārtas vibrācija un troksnis, un montāžas laikā jāņem vērā šādi punkti:
a、 Pēc montāžas fiksēto detaļu koncentricitāte ir atkarīga no detaļu izgatavošanas precizitātes un montāžas kvalitātes. Jānodrošina detaļu apstrādes precizitāte un virsmas raupjums, un nav pieļaujamas sadursmes vai skrāpējumi. Molibdēna disulfīdam, ko izmanto kā hermētiķi, jābūt tīram. Stiprināšanai izmantotajām skrūvēm un bultskrūvēm jābūt vienmērīgi saspriegtām.
b、 Lāpstiņriteņa izplūdes kanāla un vadības lāpstiņas ieplūdes kanāla izlīdzinājumu nodrošina katras detaļas aksiālie izmēri. Neitrālā plūsmas kanāla kvalitāte tieši ietekmē sūkņa veiktspēju, tāpēc sūkņa izmērus nevar pielāgot patvaļīgi.
c、 Pēc sūkņa montāžas pabeigšanas pirms blīvējuma uzstādīšanas pagrieziet sūkņa rotoru ar rokām, lai pārbaudītu, vai tas korpusā griežas elastīgi un vai aksiālais pārvietojums atbilst noteiktajām prasībām.
d、 Pēc tam, kad iepriekšminētā pārbaude atbilst prasībām, pievienojiet blīvējumu vārpstas blīvēm abos sūkņa galos, pievēršot uzmanību blīvējuma gredzena relatīvajam novietojumam blīvējuma kamerā.
8) Sūkņa demontāža
a、 Demontāža jāveic pretējā secībā nekā montāža, un demontāžas laikā stingri jāaizsargā detaļu ražošanas precizitāte no bojājumiem.
b、 Demontējot vītņoto stieni, katra vidējā sekcija vispirms ir jāpaklāj, lai novērstu vidējās sekcijas apstāšanās atslābināšanos un iegrimšanu, kas izliektu vārpstu.
galvenā priekšrocība

Rūpnīcas sūkņa foto

BIEŽĀK UZDOTIE JAUTĀJUMI
- Saskaņā ar kādu mehāniskā blīvējuma berzes pāra materiāla izvēli?
A: Tas jāizvēlas atkarībā no barotnes rakstura, darba spiediena, temperatūras, slīdēšanas ātruma un citiem faktoriem, un dažkārt tiek ņemta vērā spēja izturēt īslaicīgu sauso berzi, kad sākas vai tiek bojāta šķidruma plēve.
- Kādi ir efektīvi labirinta blīvēšanas veidi, lai palielinātu vides pretestību?
A: 1) samazināt spraugu, 2) pastiprināt virpuli, 3) palielināt blīvējuma zobu skaitu, 4) mēģināt pārvērst gaisa kinētisko enerģiju siltuma enerģijā.
- Kāds ir peldošā gredzena blīvējuma darbības princips?
A: Peldošā gredzena blīvējuma pamatā ir droseles efekts, kas rodas šaurā spraugā starp vārpstu un peldošo gredzenu, un, lai sasniegtu gāzes blīvēšanas mērķi, spraugā iesmidzina hermētisko eļļu, kas ir augstāka par gāzes spiedienu.
- Kāds ir peldošā gredzena blīvējuma paaugstinātās noplūdes cēlonis?
A: 1) peldošais gredzens tiek lietots ilgu laiku, normāls nodilums, tāpēc palielinās sprauga; 2) peldošā gredzena cauruma bukses virsma ir raupja, precizitāte ir zema, un īstermiņa nodiluma dēļ palielinās sprauga; 3) nepareiza montāža izraisa novirzi, un montāžas piederumi nokrīt, tāpēc eļļa izplūst no citām spraugām, un noplūde palielinās;
- Kāda ir eļļas aizbīdņa nozīme? Kā izmērīt un regulēt eļļas aizsprosta spraugu?
A: 1) Eļļas aizbīdņa uzdevums ir novērst gultņa eļļošanas eļļas plūšanu gar gultņa vārpstu uz gultņa ārpusi, un eļļas aizbīdņa uzstādīšanas pozīcijai ir divi veidi: viens ir uz gultņa ligzdas, bet otrs - uz gultņa bukses; 2) Eļļas aizbīdņa spraugu var izmērīt ar lineālu, kad eļļas aizbīdnis ir izjaukts vai samontēts. Eļļas barjeras atstarpi starp gultņiem var attiecīgi atvieglot, attiecībā uz eļļas barjeras atstarpi uz gultņa ligzdas prasības ir stingrākas, vispārējās prasības apakšējai daļai ir 0,05-0,10 mm, abām pusēm 0,10-0,20 mm, augšējai daļai 0,20-0,25 mm.
- Kādi faktori ietekmē labirinta blīvējumu?
A: 1) Radiālā atstarpe ir pārāk liela vai nesen nomainītā gaisa blīvējuma gredzena atstarpe ir pārāk maza; 2) blīvējuma disks vai gaisa blīvējuma gredzens, zobi kļūst blāvi nodiluma dēļ vai ilgstoša nodiluma dēļ pēc karstuma deformācijas, kas izraisa bojājumus un nevar izmantot; 3) Pēc ilgstošas lietošanas atspere kļūst atslābusi un deformēta, tāpēc gāzes blīvējuma gredzens nevar būt vietā, pēc darbības uzkrājas putekļu un netīrumu nokrišņi, un hermētiskās vides spiediens ir mazāks par darba vides spiedienu vai spiediens ir nestabils.
- Kādi ir izplatītākie dinamisko blīvējumu veidi?
A: kausa blīvējums, gredzena blīvējums, spirāles blīvējums, pneimatiskais blīvējums, hidrauliskais blīvējums, centrbēdzes blīvējums, blīvējuma blīvējums, labirinta blīvējums, mehāniskais blīvējums utt.
- Kādi ir galvenie faktori, kas ietekmē blīvēšanu?
A: 1) paša blīvējuma kvalitāte, 2) procesa ekspluatācijas apstākļi, 3) montāžas un uzstādīšanas precizitāte, 4) paša uzņēmēja precizitāte, 5) blīvējuma palīgsistēma.
- No kādām daļām sastāv mehāniskie blīvējumi?
A: Mehānisko blīvējumu veido statiskais gredzens, dinamiskais gredzens, kompensācijas bufermehānisms, palīgblīvējuma gredzens un transmisijas mehānisms. Statiskā gredzena un kustīgā gredzena gala virsmas ir perpendikulāras sūkņa asij un savstarpēji savienotas, veidojot rotējošu blīvējuma virsmu. Statiskais gredzens un blīvslēgs, dinamiskais gredzens un vārpsta tiek blīvēti ar palīgblīvējuma gredzeniem, lai kompensētu bufermehānismu, kas spiež blīvējuma gredzenu gar aksiālo kustību, noturētu dinamisko gredzenu un statisko gredzenu vienu pret otru un kompensētu blīvējuma gredzena virsmas nodilumu.
- Kādas ir mehānisko blīvējumu īpašības?
A: 1) Laba blīvēšanas veiktspēja, mehāniskā blīvējuma noplūde parasti ir 0,01-5ml/h, saskaņā ar īpašām prasībām, izmantojot īpašu dizainu, izgatavotā mehāniskā blīvējuma noplūde ir tikai 0.01ml/h vai pat mazāka, un blīvējuma blīvējuma noplūde ir 3-80ml/h (saskaņā ar attiecīgajiem Ķīnas noteikumiem, ja vārpstas diametrs nav lielāks par Φ50mm, tas ir mazāks vai vienāds ar 3ml/h, ja vārpstas diametrs ir Φ50mm, tas ir mazāks vai vienāds ar 5ml/h); 2) ilgs kalpošanas laiks, parasti vairāk nekā 8000h; 3) berzes jauda ir maza, tikai 20%-30% no blīvējuma blīvējuma; 4) Starp vārpstu un uzmavu un blīvējumu nav relatīvas kustības, nav berzes, un vārpsta un uzmava ilgi kalpo; 5) Mehāniskā blīvējuma blīvējošā virsma ir perpendikulāra sūkņa asij, un blīvējums pārvietojas jebkurā brīdī, kad sūkņa vārpsta vibrē, tāpēc vibrācija joprojām var saglabāt labu blīvēšanas veiktspēju, kad tā ir noteiktā diapazonā; 6) Mehāniskais blīvējums balstās uz blīvējuma šķidruma spiedienu un atsperes spēka iedarbību, lai uzturētu statisko un dinamisko gredzena blīvējuma virsmu, un paļaujas uz atsperes spēku, lai kompensētu nodiluma daudzumu, tāpēc, tiklīdz izvietojums ir piemērots, sūknis ekspluatācijas laikā parasti nav bieži jāregulē, to ir viegli lietot, un apkopes darba slodze ir neliela; 7) Plašs darba apstākļu diapazons, var tikt izmantots augstas temperatūras, zemas temperatūras, augsta spiediena, liela ātruma un spēcīgas korozijas apstākļos; 8) Problēmu novēršana un detaļu nomaiņa nav ērta, to var remontēt tikai pēc novietošanas stāvvietā; 9) Sarežģīta struktūra, augsta montāžas precizitāte, montāžai un uzstādīšanai ir noteiktas tehniskās prasības; 10) Augsta ražošanas cena.
- Kādi ir mehāniskās blīves galvenie raksturīgie parametri?
A: 1) vārpstas diametrs: sūkņa mehāniskā blīvējuma vārpstas diametra diapazons parasti ir 6-200 mm, un īpašais var sasniegt 400 mm. Sūkņa vārpstas diametru parasti nosaka pēc izturības prasībām, un to noapaļo vai modulē ar bukses palīdzību, lai atbilstu mehāniskā blīvējuma standarta vārpstas diametram; 2) ātrums: parasti tas pats, kas sūkņa ātrums, vispārējā centrbēdzes sūkņa ātrums ir mazāks vai vienāds ar 3000 apgr./min; ātrgaitas centrbēdzes sūkņa ātrums ir mazāks vai vienāds ar 8000 apgr./min, speciālā sūkņa ātrums ir mazāks vai vienāds ar 4000 apgr./min; 3) blīvējuma virsmas vidējais apļveida lineārais ātrums: attiecas uz blīvējuma gala virsmas vidējā diametra apļveida lineāro ātrumu. Vidējais lineārais ātrums blīvējuma virsmai ir lielāks, jo blīvējuma virsma vairāk sakarst un nodilst (t. i., berzes pāris). Parasti blīvējuma apļveida lineārais ātrums ir mazāks vai vienāds ar 30 m/s; atsperu stacionārā mehāniskā blīvējuma apļveida lineārais ātrums ir mazāks vai vienāds ar 100 m/s; īpašais līdz 150 m/s vai mazāks; 4) galējais īpatnējais spiediens: galējais īpatnējais spiediens Pc ir kontaktspiediens (MPa) uz blīvējuma virsmas. Galas virsmas blīvējuma īpatnējais spiediens jākontrolē saprātīgās robežās, pārāk mazs samazinās blīvējuma veiktspēju, pārāk liels - pastiprinās blīvējuma virsmas karstumu un nodilumu. Sūkņa mehāniskā blīvējuma saprātīga gala īpatnējā spiediena vērtība: iebūvētam mehāniskajam blīvējumam parasti izmanto Pc=0,3-0,6 MPa; ārējai uzstādīšanai - Pc=0,15-0,4 MPa. Ja eļļošanas īpašības ir labas, gala virsmas īpatnējo spiedienu var attiecīgi palielināt, un šķidrums ar lielu viskozitāti var palielināt gala virsmas īpatnējo spiedienu, vēlams Pc=0,5-0,7MPa. Gaistošiem un slikti eļļojamiem šķidrumiem gala virsmas īpatnējam spiedienam jābūt mazākam, vēlams Pc=0,3-0,45MPa.